来源:电力安全生产
【事件经过】
2017年1月15日15:23,8号机组负荷820MW,“炉管泄漏”报警信号发出,现场检查锅炉前墙8层半发现异音,判断为受热面泄漏,申请停炉处理。1月16日5:50,机组解列。经检修处理后,机组于2月3日13:03并网恢复。
【检查情况】
1.设备概况
8号炉为东方锅炉(集团)股份有限公司生产的DG3000/26.15-Ⅱ1型高效超超临界参数变压直流炉、一次再热、平衡通风、运转层以上露天布置、固态排渣、全钢构架、全悬吊结构Π型锅炉。炉膛宽为33973.4mm,深度为15558.4mm,高度为64000mm,整个炉膛四周为全焊式膜式水冷壁,炉膛由下部螺旋盘绕上升水冷壁和上部垂直上升水冷壁两个不同的结构组成,两者间由过渡水冷壁和混合集箱转换连接,介质流向自下而上。上部垂直水冷壁管子规格为Φ31.8×7.5,材料为SA-213T12,节距63.5 mm,前墙共布置534根,分别引入11只出口集箱,最终由各集箱出口连接管引入水冷壁出口混合集箱。
2.现场检查情况
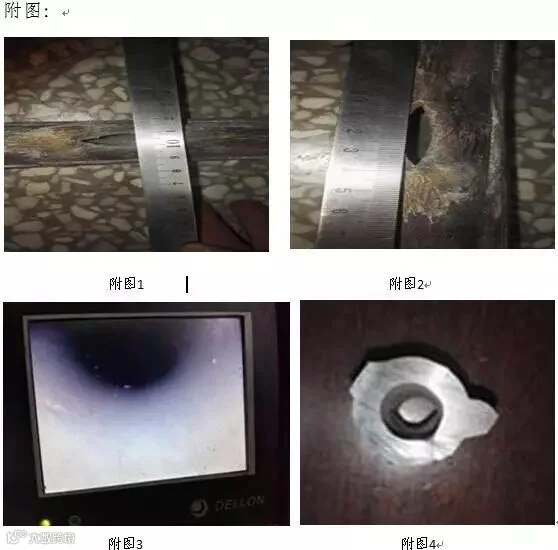
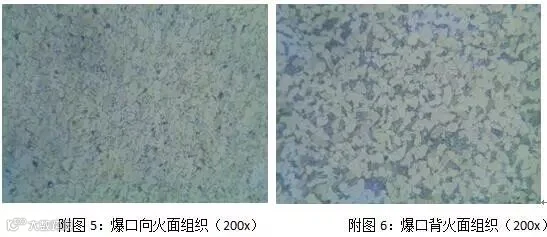
停炉冷却后检查发现前墙水冷壁出口左数第6集箱左数第33根泄漏,位置在8层半观火孔标高上约1米,泄漏方向朝向炉内,爆口呈喇叭状,爆口边缘锋利,管子明显胀粗,爆口长度约33mm,宽度约9mm(见附图1、2),从爆口宏观形貌分析判断为短时过热造成。
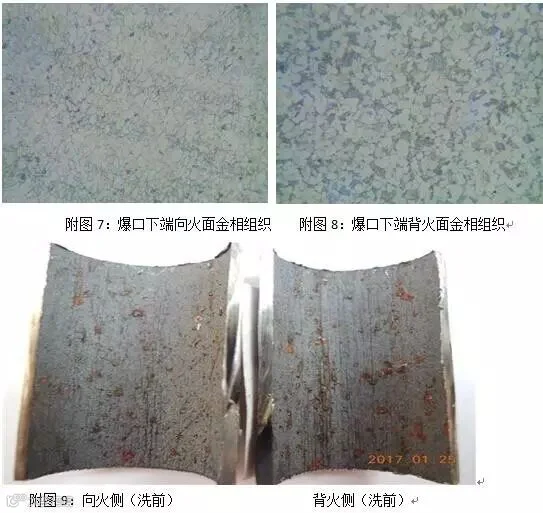
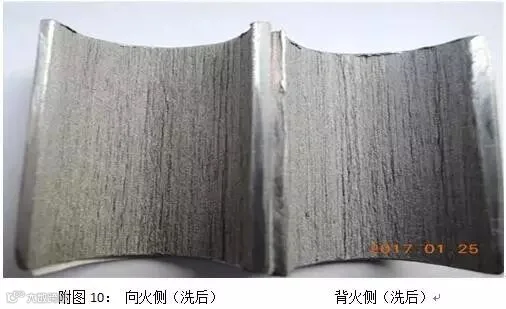
对泄漏管内部及对应入口、出口联箱进行内窥镜检查,未发现异物(见附图3),检查发现该管段有一只焊缝内部周圈凸起明显(见附图4),测量最大凸起部位对应管道内径为12.1mm(水冷壁管子规格为Φ31.8×7.5,内径为16.8mm),检查此管段工地焊口共5只,测量内部管径分别为16.2mm、16.1mm、15.9mm、15.8mm、15.6mm。
3.取样检验情况
对8号炉前墙水冷壁出口左数第6集箱左数第33根爆口管进行取样分析,爆口处、爆口边缘的金相组织为铁素体+碳化物,铁素体晶粒沿形变方向被拉长,球化级别为4-5级(见附图5);爆口背面,金相组织为铁素体+珠光体,球化级别2.5级(见附图6)。爆口下端距爆口约150mm位置处,向火面金相组织:铁素体+碳化物,有少量珠光体区域痕迹,球化级别4级,铁素体晶粒沿形变方向被拉长(见附图7)。背火面:金相组织为铁素体+珠光体,球化级别1.5级(见附图8)。对爆口相同标高左数第31根管子及左数第22、24根出口段金相、硬度检测无异常。根据金相检测结果,表明爆口管段有较明显的短时过热特征。
对前墙水冷壁出口左数第6集箱左数第33根爆口管进行取样化学检验分析,水冷壁向火侧原始状态内表面呈灰色,附着物较紧密,分布均匀,有黄色锈蚀点,无脱落现象(见附图9),化学分析腐蚀类别为二类;酸洗后内表面呈钢灰色,有条状冲刷痕迹,无明显腐蚀凹坑(见附图10)。根据化学检验结果,本次爆口与水冷壁管壁结垢、腐蚀等无明显关联。
4.胀粗测量情况
对原始爆管的管段及其附近管子进行胀粗测量,结果显示除爆口位置出现胀粗现象外,其余管子均未发现明显胀粗现象。
5.氧化皮检查情况
对爆口管及其它割管进行内窥镜检查,内壁未见氧化皮脱落痕迹。
6.运行壁温检查情况
前墙水冷壁共安装11只壁温测点(爆管所在管屏壁温测点在左数第267根),设计报警温度为503℃,查阅水冷壁自2016年7月25日小修后的壁温曲线,大部分位于380-440℃,最高值为12月12日20:13,#12测点470.1℃,均未超过报警值。
7.历次检修情况
8号炉自投产以来,每次大、小修均对水冷壁系统进行了防磨防爆检查,在历次检查过程中均未发现水冷壁管有过热异常现象。2016年12月24日,8号机组调停备用期间曾经安排进行了前墙水冷壁消缺工作,2017年1月5日机组启动并网恢复,至1月15日水冷壁发生泄漏,运行时间只有10天左右。
【原因分析】
经光谱分析泄漏管材质符合T12的成分要求,排除错用材料因素;过热发生在单根管子上,排除设计及烟气侧温度偏高因素。根据爆口状态和微观金相组织分析,泄漏原因为短时过热爆管,虽检查发现泄漏管段有一只焊缝内部周圈凸起明显造成管内径缩小,但分析判断不至于造成短时过热,最大可能应为管内有异物堵塞造成冷却介质流量减少。
综合分析判断认为,本次泄漏是由于上次水冷壁检修施工期间该管内落入异物造成堵塞,同时该区域为汽水两相区易出现传热不好,两因素叠加影响造成冷却条件恶化,水冷壁管出现过热,在介质压力作用下,温度最高的向火侧发生塑性变形,导致管径胀粗、管壁变薄,最终管子爆破。
【暴露的主要问题】
锅炉防磨防爆管理工作存在不足,特别是受热面换管焊接施工存在过程管控、现场监督等管理不到位的问题。
【处理及防范措施】
1.割开前墙垂直水冷壁入口及出口左数第6联箱所有水冷壁管口,进行异物全面排查。
2.更换泄漏管自入口集箱至出口集箱之间的水冷壁管段,新管恢复按照自上而下的顺序进行恢复;割除上次检修中第33根管(爆口管)焊接的焊工所焊同批次焊口,重新焊接。
3.做好新管全过程质量监督,加强焊接管理工作,做好焊接人员和无损检测人员资质把关并做好培训,做到焊接工艺过程、焊接质量可控,焊后探伤采取第三方检验。
4.前墙水冷壁左数第6出口联箱左数第10、16、33(泄漏管)、40根入口管安装壁温测点,运行期间加强该水冷壁管屏壁温监测。
5.利用机组检修停备机会,对受热面进行全面防磨防爆检查,消除设备隐患。