
一、切削液的基本性能
1.润滑作用:切削液渗透到工件、切削、刀具、模具之间的界面上,并能在其中形成强度较高的吸附性润滑膜,从而能减少工件、切削、刀具、 模具之间界面的直接摩擦和粘结,起到润滑作用。
2.冷却作用:工件、切削、刀具、模具之间在加工过程中会发生摩擦,产生大量的热量,切削液将热量从加工区域迅速带走,从而起到冷却作用。
3.清洗作用:在金属加工过程中,经常产生一些细小的切削、金属粉末、及砂轮砂粒灰末等,会影响工件精度和刀具寿命,切削液将这些切削及粉末冲走或减少其粘结,以达到清洗作用。
4.防锈作用:切削液中都有防锈添加剂,其作用主要是防止工件、刀具、机床设备等表面以及镀层、油漆的腐蚀、锈蚀。
二、切削液的辅助性能
1.生物安全:环保、易降解 、不伤手、不过敏
2.抗菌性:不易发臭、使用周期长
3.消泡性:泡沫低、消泡快、不溢槽
4.适用水质范围广
5.配置方便:易分散
6.稳定性:原液、工作液
7.不易燃
8.易分离:沉降性好
9.废液易处理
三、切削液的目的
1.迅速而均匀地冷却加工的刀具、工件和机床的有关部件。润湿滲透。
2.保证和提高切削加工的加工精度:指尺寸精度、形状精度、位置精度。
3.改善加工面,降低工件表面粗糙度数值。
4.延长刀具使用寿命。
5.随时排除碎切屑、洗净加工面。
6.防止机床和工件腐蚀和生锈。
7.提高切削加工效率。
8.降低能耗和生产成本。
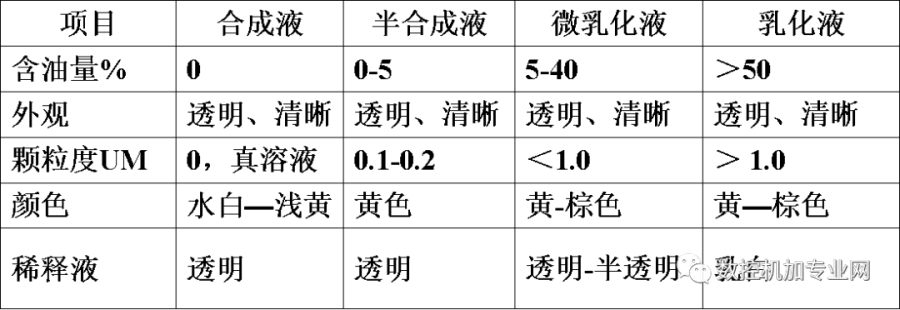
四、切削液的分类
按含油量对其进行分类如下:
五、浓度
1、百分比浓度
溶液=溶质+溶剂
百分比浓度=溶质÷溶液×100%
=溶质÷(溶质+溶剂)×100%
2、折光与浓度
产品百分比浓度=(产品折光×折光系数)÷100
3、ppm涵义
浓度的百万分之一,
即ppm=10-6 = 1÷106
六、切削液报告及相关试验的意义
水质报告
1.硬度:硬度是指溶解于水中的钙盐和镁盐含量的总和,一般用折算成碳酸钙(CaCO3)占比含量的百万分之一 ( 即ppm)来表示。
2.碱度:碱度是表示水吸收质子的能力的参数,通常用水中所含能与强酸定量作用的物质总量标定。天然水中的碱度主要是由碳酸氢盐、碳酸盐和氢氧化物,一般表征为相当于碳酸钙占比含量的百万分之一 ( 即ppm)来表示。
3.氯离子:用折算成氯离子(Cl-)占比含量的百万分之一 ( 即ppm)来表示。
1.水的作用效果
切削液中90%以上是水,因此水质对切削液总体性能的影响,比任何其他因素都要大。通常水中含有多种矿物质,会对切削液产生以下一些不利影响:
a.促进不溶性皂的形成,造成管路和过滤器的堵塞;
b.钙、镁离子能与切削液中多种添加剂如表面活性剂和湿润剂发生反应,从而影响切削液的整体性能;
c.降低切削液的有效成分,增加了浓缩液的添加量;
d.水中矿物质有蓄积作用,容易产生锈蚀问题;
e.影响乳化油粒度,倾向于增大其粒度,会导致油的析出,从而缩短切削液的使用寿命;
2.使用纯水的优势:
易混合、微粒小、湿润性与渗透性提高、润滑性提高、无胶质残余、过滤性提高、带走量小、抗菌能力强、减少腐蚀、浓缩液用量少、砂轮及刀具寿命增加。
七、切削液的使用与维护(详见系列产品的工艺指导书)
(1)新系统清洗
1、清理:将体系中的物理杂质人工清理干净;
2、清洗:配置1-2%的金属加工液注入系统,循环运行2h以上,将体系排空;
3、检查:观察系统是否清洁,如不够清洁,重复上述两个步骤;
4、漂洗:配置1%的金属加工液注入系统,循环运行2h以上,将体系排空。
(2)旧系统换槽清洗
1、排旧液:向旧液系统加入系统清洗剂(1.0-3.0%)运行系统时间不低于4
小时,时间越长越好,然后将系统完全排空。单机可不进行该项操作,
直接排空系统。
2、清理:运用下列等器材或设备对系统进行清洁:扁铲、刷子、抹布、
水管、喷枪,清除机床、水箱及管道内的各种杂质、沉积物污垢;
3、清洗:配置0.5-1.0%的切削液并加入0.3-0.5%杀菌剂,运行系统,
进行清洗,运行时间不低于4小时,然后排空系统;
4、漂洗:加入1.0%切削液运行系统,运行时间不低于2小时,然后排
空系统。
(3)切削液日常维护
1、浓度控制:依据供应商推荐,客户根据生产经验在一定范围内进行
浓度调整,得到兼顾生产、经济等因素的推荐浓度值,在产品使用过程
中,应根据加工情况及消耗量,不定期补加新液,确保槽(池)中工作
液体积量及工作液浓度达到规定要求;
2、保持切削液槽(池)良好的通风透光条件;
3、保持正常pH值;
4、维持工作液的洁净:过滤,撇除杂油,避免杂物进入系统。
八、产品选型或现场技术问题需要了解的情况
1、选型过程:
防锈要求(了解现场条件);
润滑要求(粗糙度、材质硬度、加工方式);
泡沫要求(设备过滤情况、是否中心出水);
配比浓度;
能够接受的最高价格;
需要拿到(竞品原液、现场水质、工件材质)
2、出现问题:
了解发生问题批次及之前没有问题的批次;
拿到现场工作液,确认工作液状态是否正常;
确认客户水质、加工、材质等因素是否发生变化;
一定要到现场了解情况。