搜索
首页
大数快讯
大数活动
服务超市
文章专题
出海平台
流量密码
出海蓝图
产业赛道
物流仓储
跨境支付
选品策略
实操手册
报告
跨企查
百科
导航
知识体系
工具箱
产业园
更多
找货源
跨境招聘
DeepSeek
首页
>
九三创新 丨轧胚机辊低转数修磨的探讨与实践
>
九三创新 丨轧胚机辊低转数修磨的探讨与实践
九三粮油工业集团
2022-10-06
2
导读:作者:长春公司 吴国良 李光熙 孙占武 王野
厚植业务领域
加强产学研深度融合
鼓励工作创新
助力企业高
质量
发展
今日起,本平台推出“九三创新”栏目,敬请关注~
【摘要】现在植物油压榨行业规模逐渐扩大,日产能已突破5000吨,预处理轧坯机是重要的定型设备之一,轧胚机随之升级变为大型化、智能化,轧胚工序是预处理车间最关键的工序,它直接关系到油脂提取率和生产成本,胚片的厚度直接影响后续工序—浸提、蒸脱等工序的效率和能源消耗。胚片厚薄不均是导致浸提效果差、粕残油升高的主要原因,同时胚片不均还会导致湿粕蒸脱阶段蒸汽消耗过大、粕残溶偏高。因此,轧胚工序的精细化操作程度是油脂提取中非常关键一步,为了更好的提高油脂提取率与降低生产消耗成本,轧胚机的养护是关键。轧坯机中的轧辊在长期使用中会出现辊面不均、胀辊、两端碎裂、掉边等问题,生产一段周期后须要使用磨辊机修磨。目前大型植物油压榨行业生产连续,轧胚机修磨周期紧张,本文主要介绍了轧胚机重要性与原理,对轧胚机低转数进行了分析,就轧胚机低转数磨辊性能进行探讨。
【关键词】 轧胚机磨辊;低转速磨辊;加工稳定
1轧胚机原理与磨辊周期
1.1工艺原理
轧胚机原理是利用轧胚机的辊间压力、辊转速不同对物料进行挤压,破坏物料的细胞壁和组织形态,将物料轧成薄片,增加物料的表面积,减少油脂从物料里被萃取出来的路程。因工艺要求对油料坯片厚度及其均匀度较为严格,因此轧辊面的平整度、轧辊的圆柱度等参数指标要求比较严苛,由此可知轧辊修磨精度对压榨油厂的经济效益及轧坯机的使用寿命影响较大。
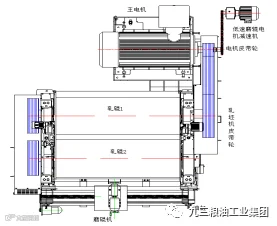
1.2修磨周期
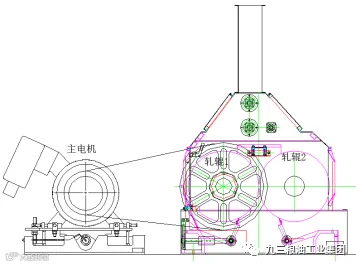
现大型植物油压榨工厂轧胚机一般采取对辊式轧胚机,即设备中配有两支轧辊,轧辊通过外部的弹簧或者液压控制两支辊间压力,两支轧辊高速运转,轧坯机及轧辊的规格尺寸直径800mm长2100mm,单支重量7500kg—8000kg,转速为260—300转/分,运行结构示意如图一。由于轧辊重量大、转速高,辊间间距小,在使用过程中因喂料、布料不均、均质不好等原因,一般轧胚机轧辊中心区域磨损对比两侧区域要大,当两侧直径大于中心直径,如果这时磨削处理不及时,两端的继续承压增加导致碎裂, 直至辊-辊之间的直接碰撞,同时油料中还会含有一定的石子、铁块等坚硬物质,将辊面撞击产生一些出现波纹或麻点、凹坑,轧辊达到一定生产周期,轧胚辊表面相应磨损,会影响胚片质量。因此,轧坯机的正常维护和使用对保证其长
时间
稳定运转和取得高质量的坯片十分关键,需要定期对轧辊进行修磨处理。至少每班次进行1 次坯片厚度检验,检验物料从轧辊两侧120mm 段下边提取。建议轧辊运行 400 h 应修磨1次,消除其鼓包变形、辊锥形面。轧辊在磨削时容易造成轧辊表面质料硬化,出现不同的麻点或波纹,这时要修复轧辊表面,恢复到原有地辊面外形曲线和光洁程度,放出轧辊两侧 150 mm 段比辊面其他地方多修磨 0.075~0.100 mm。刮刀与辊面要求保持较好的平行度和直线度。
图一:轧坯机结构俯视示意
2 轧辊的修磨对设备工况状态及使用寿命影响
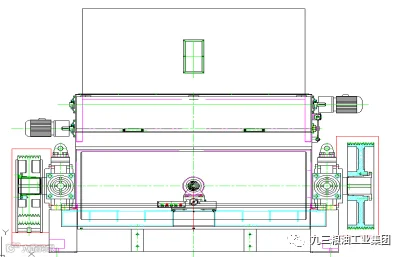
图二:是轧坯机辊修磨时工作主视图,磨辊机磨头在轨道上横向移动,磨头砂轮高速运转,通过砂轮对轧辊进行修复磨削,根据轧辊磨削状况,控制磨头进刀量。轧胚机的工况状态不可逆,轧辊修磨精度不够,对轧胚机震动等工况会产生不可修复状态。每月定期进行4-8次轧坯机的性能评估,观察轧辊表面的
温度
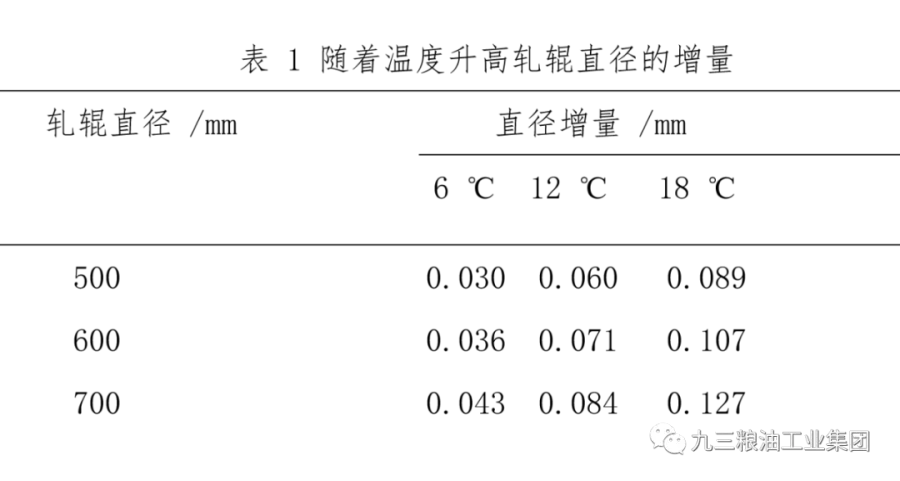
、辊面磨损情况变化,判断是否需要磨削。一般轧坯机轧辊中心区域磨损比两侧区域大,当直径不同,两端承压增加致使碎裂,轧辊发生掉边或掉渣,影响轧辊的使用期限。在压力棒形成时,要及时采用措施,降低压力棒的效应,采取把处理量降低到额定处理量的三分之二,减少辊与辊之间的直接碰撞,影响设备使用工况。设备的作业温度也是影响因素之一,进料量与进料散布影响轧辊表面温度,热度变化能改变轧辊的直径,在轧辊的表面上选几个点测量温度,两侧辊面的温度比中间高 6-23摄氏度。轧辊发热源来自电机、物料和摩擦发热及物料的水份散发,随着热度上升、轧辊直径增量详见表 1。
表 1 随着温度升高轧辊直径的增量
图二:是轧坯机辊修磨时工作主视图
3 低转数磨辊的探讨与实践
3.1低转数磨辊的探讨
物体离心力F=a*M,a=ω2r
F=离心力,a=向心加
速度
,r=半径,ω=转速
根据物理离心力计算公式,M不变,ω2转速越快,F离心力越大,震动越大。
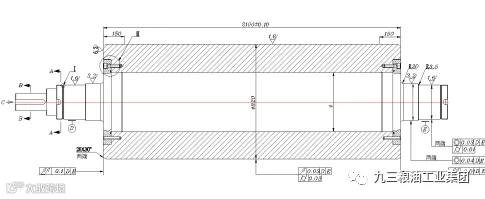
主轴转速与工件大小是密切相关的。对于大直径或者偏心的工件,主轴转速必须降低。否则存在安全风险或震动太大,影响机床精度。工作台纵向移动速度与工件转动速度过高,会使工件表面产生螺旋线,应将工作台移动速度控制在0.5至3m/min,工件转速按砂轮线速度的1/60至1/100选取。图三·轧胚辊
长度
2100mm,直径810 mm,需低速磨辊;修磨标准为辊出厂标准,精度1.6 跳动0.03和圆柱度0.03。
图三:轧胚辊示意图
3.2低转数磨辊的实践
为解决轧坯机高速旋转在线轧辊修磨精度差的问题,结合降速磨辊的需求,在主电机传动轮添加辅助电机及配套设施·见图四,轧辊修磨时,启动磨辊电机减速机开始进行,其他过程与原轧辊磨辊机操作方式不变。磨辊电机减速机运转,带动链条及轧坯机主动电机,通过主动电机皮带轮及皮带带动轧坯机辊运转,实现减速磨辊的需要。可以使得轧辊修磨时转速由260—300转/分,降低到15转/分左右,根据离心力与转速平方比的关系,可知降速后轧坯机震动将大为降低,震动降低后修磨质量将进一步保证;同时采用新的修磨方式,驱动电机160Kw至少降低50倍,达到节电目的。
图四:轧胚机降速磨辊改造前后示意图
4 结语
科技技术创新是企业发展动力的源泉,不断创新科技并运用到实际生产当中是现代化企业的重要工作之一。轧胚机辊低转数修磨是必要的,使用更科学更精确可靠的手段将会使轧辊的保养修复更加高效,使用寿命更加长,保障胚片均匀效果,降低大型油脂工厂生产成本。
作者:
吴国良 李光熙 孙占武 王野
单位:
长春
公司
出品:北大荒九三粮油
监制
:王文霞
编辑
:王唯俊
【声明】内容源于网络
0
0
九三粮油工业集团
九三粮油工业集团
内容
2128
粉丝
0
关注
在线咨询
九三粮油工业集团
九三粮油工业集团
总阅读
535
粉丝
0
内容
2.1k


 九三粮油工业集团
九三粮油工业集团