
轧钢现场关心的问题:
1、消耗量少;
2、乳化液稳定性好;
3、带钢表面清洁度高;
4、带钢轧制过程中的润滑性佳;
5、退火后乳化液挥发清净性好;
6、残油量、残碳量、残铁量少;
7、乳化液使用寿命长。
冷轧工艺对轧制油要求:
1、足够润滑
2、合适油膜强度和油膜厚度
3、获得高清洁性
4、好的退火清净性
5、轧后库位存放期间防锈性
6、最低冷轧油消耗和最长使用寿命
7、符合环保要求,不含有害物质
--轧制润滑理论
流体润滑、边界润滑、极压润滑、混合润滑
如下图所示:
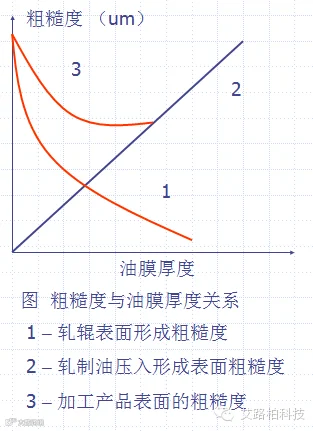
--粗糙度与油膜厚度关系
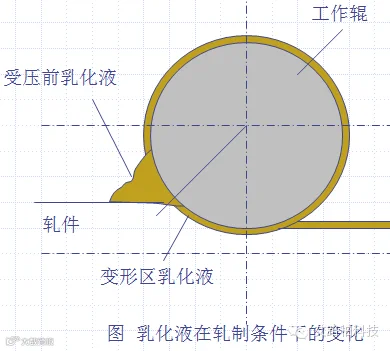
喷射乳化液对被轧制带钢影响很大:
润滑不足,油膜厚度小,油膜强度不够时,局部产生干摩擦,容易产生“热划伤”。被咬入时的带钢和轧辊表面的不平度有利于轧制油进入变形区。粗糙度大的带钢和辊面容易在凹穴内保留较多油。粗糙度大也容易吸附游离铁粉导致钢板清洁度下降。
钢板表面粗糙度对钢板清洁度有十分重要的影响。
如下图所示:
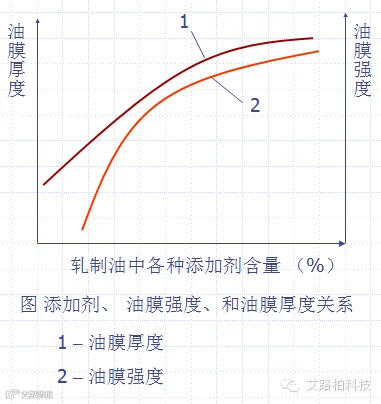
--添加剂、油膜强度和油膜厚度关系
1.轧制油中添加剂增加时,可以提高油膜厚度,润滑性增加。
2.轧制油中添加剂增加时,可以提高油膜强度,润滑性增加。
现场应用希望轧制油油膜厚度小,油膜强度高,可以获得较低消耗量。
如下图所示:
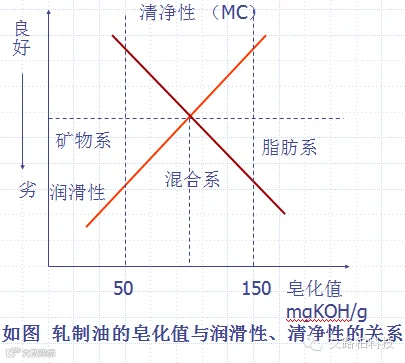
-- 轧制油的皂化值与润滑性、清净性的关系
•通常皂化值在50-150之间,冷轧钢板清净性好。
•大部分普板轧制油采用混合系轧制乳化液。
如下图所示:
来源:冷轧电气控制

更多精彩内容
请扫描二维码
电话:0311-82898900
