
邯钢2180mm酸轧机组打滑原因分析及其对策
张维召
邯钢集团邯宝冷轧厂
针对邯钢2 180mm酸轧机组生产中存在的问题,介绍了打滑的概念,指出了打滑的危害,从机械设备和工艺两方面分析了打滑产生的原因,并对工作辊粗糙度、张力、压下量、乳化液浓度、轧制里程和工作辊直径等因素对打滑的影响进行了分析。同时,制定了合理的工作辊粗糙度使用策略,调整了前后张力及压下率分配,制定了合理的轧辊更换制度,编排了合理的生产计划、乳化液浓度制度,并根据生产钢种调整了防止打滑策略,取得了较好的效果。
打滑; 压下率; 粗糙度; 摩擦因数;
前言
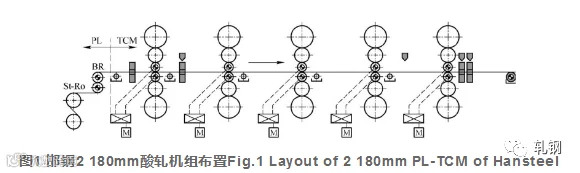
邯钢2 180mm五机架六辊冷连轧机组核心设备从德国西马克公司引进, 控制程序和控制软件从西门子公司引进[1], 其工艺流程见图1。该生产线自2010年6月份投产以来, 取得了良好的经济效益, 但在实际生产中也暴漏出一些问题, 打滑就是其中问题之一。
2 打滑的概念
打滑是指在冷连轧过程中, 轧辊的圆周速度超过带钢的出口速度, 带钢和轧辊之间发生相对滑动。其实质是带钢的变形区完全由后滑区所取代, 中性面出现在变形区之外, 导致轧制过程出现失稳的状态。
3 打滑的危害及原因
3.1 打滑的危害
带钢打滑会造成该机架轧制力波动, 引起该机架出口厚度增加, 从而增加下游机架的负荷, 如果发生在末机架会产生废品, 影响成材率, 如果发生在S1机架, 会造成S1机架带钢跑偏, 出现断带堆钢事故。
3.2 打滑的原因
打滑的原因有很多方面, 包括机械设备原因以及工艺原因, 下面从这两个方面进行分析。
3.2.1 机械设备对打滑的影响
轧机主传动都有相应的固有频率, 带钢高速轧制时, 速度频率如果接近轧机主传动的固有频率时, 就会发生共振, 从而引起打滑。
3.2.2 工艺条件造成的打滑
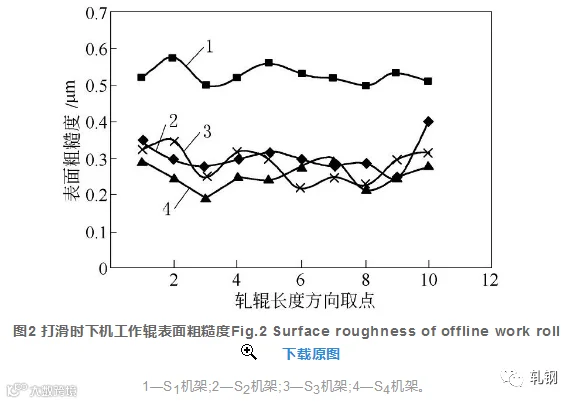
(1) 工作辊粗糙度的影响。
工作辊粗糙度越小, 工作辊与带钢间的摩擦因数越小, 当摩擦因数小于一定程度时就会出现打滑现象。图2为打滑时下机工作辊表面的粗糙度, 从图2可以看出:打滑时工作辊表面粗糙度一般低至约0.3μm, 而S1机架工作辊刚上机时粗造度一般为1.0μm, S2~S4机架工作辊刚上机时粗造度一般为0.6~0.8μm。
(2) 张力的影响。
由于打滑的实质是中性面的偏移, 当前后张力波动较大时, 会造成变形区金属流动速度的变化, 从而引起中心面的偏移, 产生打滑现象。
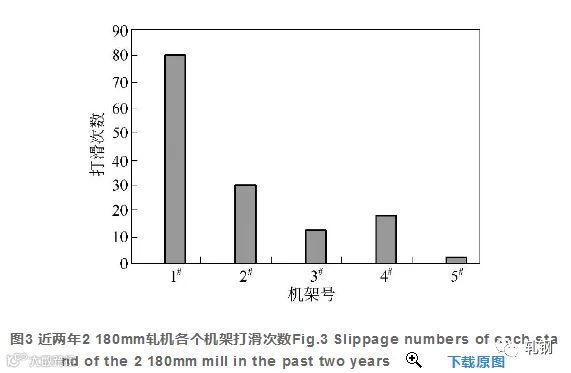
(3) 压下量的影响。
轧制厚规格或高强钢时, S1机架容易打滑, 图3为邯钢2 180mm生产线投产两年以来各个机架发生打滑的次数。S1机架打滑频率最高的原因:在轧制高强钢或宽厚板时, S1机架的压下率很高, 其负荷较大, 加之原料板形不好, 厚度波动大等因素, 极易造成S1机架打滑[2]。
(4) 乳化液浓度的影响。
高速轧制时, 需要乳化液进行必要的冷却和润滑, 如果乳化液浓度过大, 就会造成带钢打滑[3,4,5]。
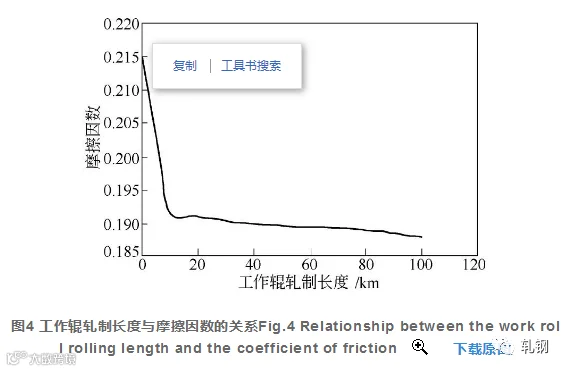
(5) 轧制公里数的影响。
工作辊轧制公里数和摩擦因数的关系如图4所示。由图4可知:新换辊后, 摩擦因数下降很快, 轧制大约20km后趋于稳定。如果轧辊严重超公里运行, 轧制400km之后, 摩擦因数会降至0.15, 此时极易发生打滑事故。
(6) 工作辊直径的影响。
工作辊直径的大小直接关系到轧制力的大小, 当工作辊直径较小接近报废时 (小于490mm) , 再轧制宽厚板或高强钢, 就极易发生打滑, 特别是前两个机架, 因为压下量大, 如果负荷分配不合理, 打滑机率极高。
4 解决打滑问题的对策
4.1 机械设备造成打滑的对策
对于由于轧机共振产生的打滑现象, 轧机操作者一定要时刻注意机架间带钢的张力波动和厚度波动, 以及轧制力波动, 可以通过听声音判别, 一般共振时, 轧机噪音特别大, 不同规格共振速度也不同, 避开共振速度段, 可以避免因轧机共振产生的打滑。
4.2 工艺打滑的对策
(1) 制定合理的工作辊粗糙度使用策略。
生产中应保证S1机架工作辊粗糙度不低于1.0μm, 一般控制为1.1~1.2μm;S2、S3机架工作辊粗糙度设置为0.8~1.0μm, S4机架工作辊粗糙度设置为0.6~0.8μm, S5机架工作辊粗糙度设置为3.2~3.6μm, 可有效避免因工作辊粗糙度较小造成的打滑现象。
(2) 调整前后张力。
当某个机架出现打滑时, 可适当增加该机架的前张力, 或者减小该机架的后张力, 但是这样又易造成下个机架打滑, 因为该机架的后张力是下一个机架的前张力, 所以调整量一定要小。
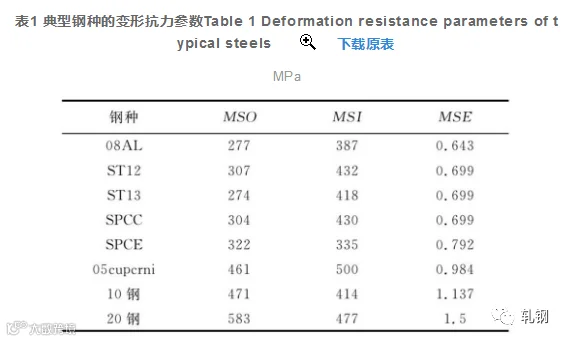
(3) 调整压下率分配
轧件变形抗力会随着道次压下量的增加而增加, 表1为典型钢种变形抗力参数。表1中MSO为变形抗力初始值, MSI为变形抗力增量值, MSE为加工硬化指数。可以看出:高强钢的加工硬化随累积变形增加量的变化率较低, 所以在分配压下量时, 适当减小S1机架的压下量, 可避免打滑。
(4) 制定合理的换辊制度。
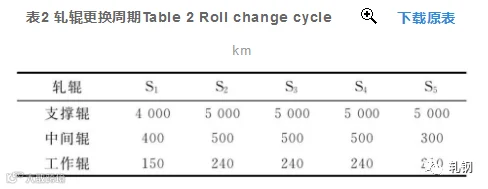
从图2可知打滑的工作辊表面粗糙度一般在0.5以下, 特别是S1机架出现打滑的频率较高, 所以S1机架工作辊轧制公里数不能太大, 其工作辊更换周期设定为轧制150km, 小辊径工作辊更换周期设为轧制100km。2 180mm轧机轧辊更换周期见表2。
(5) 编排合理的生产计划。
在编排生产计划时, 轧机新换辊后不能立即轧制强度较高的钢种, 等轧制10卷普碳钢后再轧制高强度钢。
(6) 采用合理的乳化液浓度制度。
邯钢2 180mm机组投产之初S1~S4机架乳化液浓度控制为3.0%~5.0%, S5机架乳化液浓度控制为0.5%~1.0%;在轧制宽厚规格时S1~S4机架乳化液浓度控制为2.5%~3.0%, S5机架乳化液浓度控制为0.5%~1.0%;在轧制薄规格时, 可适当提高S1~S4机架乳化液浓度。
(7) 根据钢种调整防止打滑策略。
生产低强度钢时, 如DC04钢, 增加S1机架的压下量可以减小后续机架的负担, 防止后续机架打滑。生产高强钢时, 如HC380LA钢, 可适当减小S1机架的压下量, 同时调节机架间前后张力, 对于高强钢, 由于轧制力较大, 应避免使用辊径太小的工作辊。
5 结语
自2011年10月采用上述措施后, S1机架带钢跑偏现象得到有效改善, 打滑次数明显减小。虽然理论上有很多方法可以消除打滑现象, 但操作工实际操作起来还是有很多困难, 在实际操作中应针对现场实际, 分析打滑的原因, 综合采用合理的方法, 可避免轧机打滑现象的发生。
参考文献
[1]林峪斌, 刘兵, 高延楠.河北钢铁邯钢新区2 180mm冷轧项目进入投产倒计时[J].轧钢, 2010, 27 (3) :53.
[2]彭炜, 谭志强, 罗静, 等.冷轧机组张力辊打滑问题研究[C]//第七届中国钢铁年会论文集.北京:中国金属学会, 2009:27-29.
[3]李玉功, 姜志强, 张树伟.莱钢冷轧薄规格涂镀基板的开发[J].轧钢, 2012, 29 (4) :50.
[4]白振华, 王松尧, 崔亚亚, 等.乳化液流量与速度关系曲线优化设定技术[J].钢铁, 2017, 52 (7) :58.
[5]白振华, 乔旋, 钱承, 等.冷连轧机组吨钢电耗控制技术[J].钢铁, 2015, 50 (12) :124.
来源:轧钢

更多精彩内容
请扫描二维码
电话:0311-82898900
