光整机( Skin Pass Mill,简称SPM) 是连续热镀锌机组(CGL)的重要设备,能对镀后带钢板形、板面质量等进行优化处理,其作用主要体现在以下四个方面。
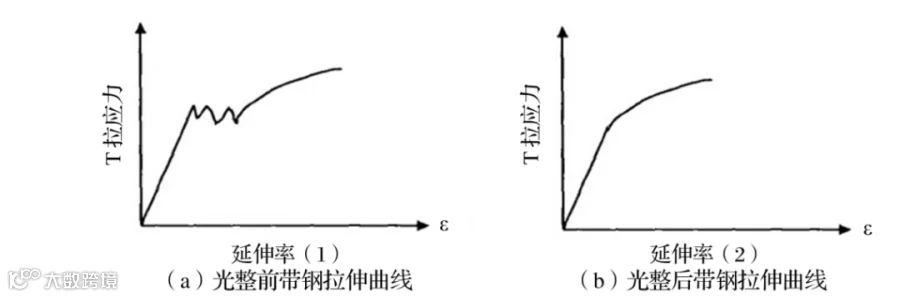
⑶消除屈服平台,防止在后道工序拉伸或深冲加工时出现滑移线( 图1) 。
光整纹及光整亮点缺陷一直是困扰酒钢热镀锌产品质量提升的难题,每月因光整纹及光整亮点缺陷造成的降级品量达到1.5%左右。光整纹缺陷影响带钢表面光整质量的提高,光整亮点缺陷造成大量的非计划品和换辊,以上两个缺陷严重影响到光整机功能的发挥,也影响到酒钢热镀锌线高级别产品的开发。
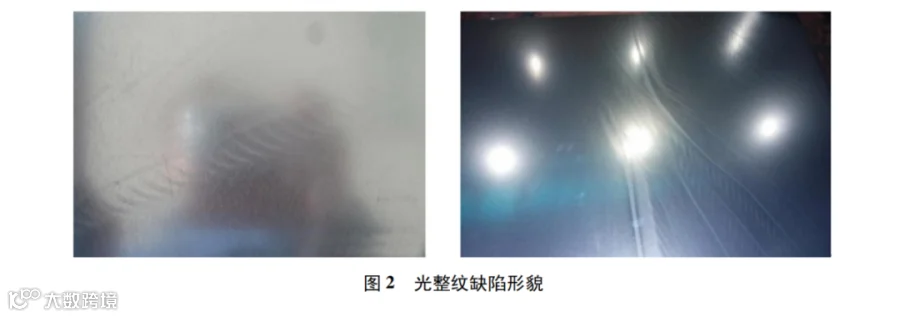
带钢经过光整后,在带钢上下表面两侧约1/4处出现呈 45°角向外发散的轮胎状花纹,或者是羽毛状斜纹,一般称之为光整纹缺陷(图2) 。缺陷较轻时影响带钢表面质量,缺陷严重时有较明显手感,影响表面美观度和使用,也可能在后续拉矫过程中造成断带。
根据对光整纹缺陷的观察及采集相关数据,认为其产生的根本原因为轧制力在带钢横向分布不均匀,导致带钢沿横向产生不均匀变形,可以分为以下几类。
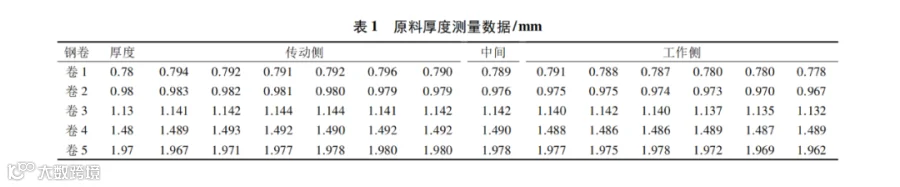
⑴原料板横向厚度不均匀或有边浪缺陷。通过测量原料横向厚度,发现光整纹缺陷出现的部位基本都存在局部高点或楔形(表1) 。
⑵光整机两侧轧制力偏差过大,导致轧制力横向分布不均匀。其产生原因主要为光整机检测元件( 张力计、压力传感器、位置传感器等) 误差产生轧制力偏差; 光整机辊缝倾斜调整不当产生的轧制力偏差; 光整机支撑辊及工作辊不均匀磨损产生的轧制力偏差。
⑶光整机参数设置不当,光整机入/出口张力过小或者防皱辊位置过低时都容易产生光整纹缺陷。另外轧制力增加过快,在带钢张力较小时也容易造成带钢在光整机入口受阻产生光整纹缺陷。
⑷光整机辊型与带钢不匹配或者在使用过程中由于磨损发生变化,在压上缸及弯辊缸的作用下导致轧制力分布不均匀,四辊光整机轧辊及带钢受力如图 3 所示。
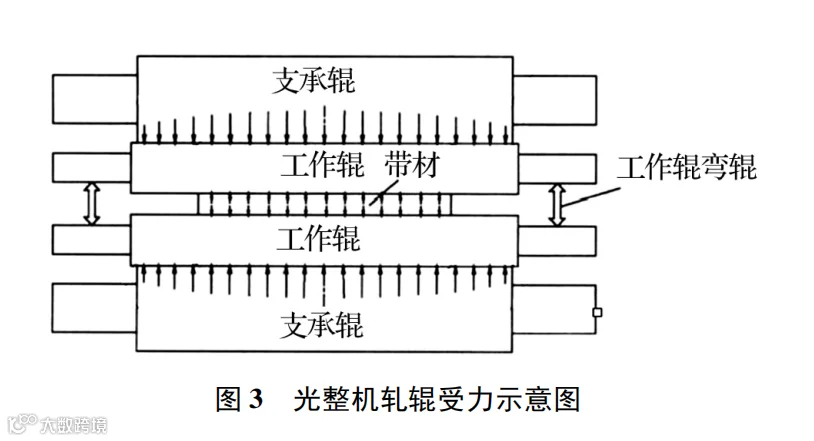
⑴改善带钢板形,减小原料带钢横向厚度差距图3光整机轧辊受力示意图统计,80% 以上的光整纹缺陷出现在焊缝附近约100 m 范围内或带钢规格发生变化时,由此可见原料头尾的厚度波动对光整纹缺陷有较大的影响。
通过对热轧原料凸度及横向厚度偏差的控制,镀锌在生产规格变化时提前降低光整机轧制力,可以减小光整纹缺陷产生几率; 同时生产过程中加强对焊缝附近光整质量的监控,发现缺陷时及时调整,也可以减少缺陷产生数量,减少降级损失。
⑵改善光整机两侧轧制力偏差,减少轧制力横向分布不均。正常生产过程中保证光整机两侧轧制力偏差小于2t。定期对光整机入/出口张力计压头、位置传感器、压力传感器、辊缝调零进行校准,避免在生产过程中因检测仪器偏差导致调整失当。
在热镀锌机组中曾经出现过因压力传感器故障导致光整机单侧轧制力大幅度波动; 因辊缝偏差调整不当导致带钢出现褶皱; 因张力计校准不及时导致光整机两侧张力偏差过大等问题。定期对光整机推上缸、轧制线调整装置、弯辊缸进行表面清理。随着光整机的使用,在推上缸、轧制线调整装置、弯辊缸表面不可避免的产生油污、锈蚀等异物,如果不及时清理必然会影响轧制力、弯辊力控制的稳定性(表2) 。
经过一段时间的摸索以及对下机后轧辊辊型的测量,制定出合理支撑辊及工作辊换辊周期,避免轧辊过度磨损或者不均磨损导致的轧制力偏差。
⑶优化光整机轧辊辊型。带钢进入光整机辊缝后,轧制力横向分布主要受轧制力大小、弯辊力以及轧辊辊型的影响。通过观察发现带钢1/4处容易产生光整纹缺陷,通过逐步调整工作辊凸度( 0.05mm、0.08mm、0.10mm) ,在支撑辊辊役初期光整纹缺陷得到了较好的控制,但是在中后期缺陷产生频率逐渐增加。
通过分析,认为主要是工作辊与支撑辊的轴向接触长度大于带钢宽度,在没有带钢区域( 尤其是辊子边部) 形成了不良接触区,不良接触区的存在容易引起轧辊的不均匀磨损。为此,对支撑辊辊型也进行了优化( 微凸度加倒角) ,锁定工作辊凸度为0.08 mm,并配合弯辊力的调整,光整纹缺陷得到控制。
⑷优化光整机工艺参数。通过一段时间的摸索,逐步优化容易出现光整纹缺陷的钢种、规格的张力及防皱辊位置; 弯辊力参数设定则依据轧制力大小、支撑辊辊役量、钢种规格等进行调整。通过以上措施的实施,光整纹缺陷得到有效控制,目前已基本杜绝了因光整纹缺陷导致的降级品。
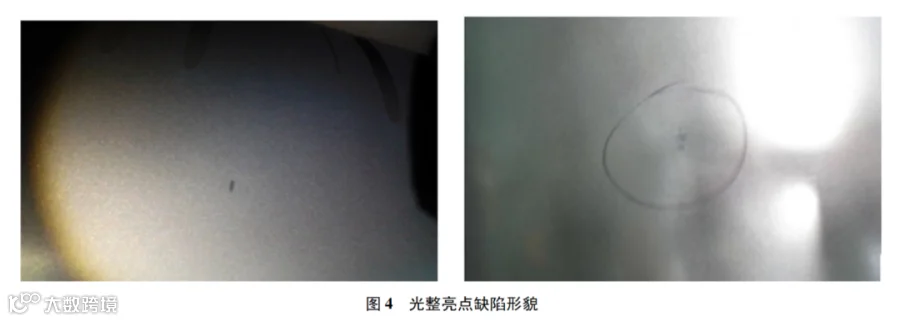
光整亮点缺陷是镀锌带钢经过光整机后在带钢上下表面全宽随机出现的一个或者多个小点或者亮印缺陷,纵向上周期与工作辊辊径对应,带钢边部及头尾出现的几率较大。缺陷大小不一,有的如针尖大小( 用油石打磨带钢后可见) ,有的如指甲盖大小,严重时有较明显手感。下机后的工作辊对应位置有粗糙度损伤或锌粒粘附,通常称之为工作辊粘渣(图4) 。
亮点缺陷主要影响带钢表面的美观程度,造成产品降级及非计划换辊; 亮点缺陷在后续彩涂及喷漆工序会产生凹坑、漏涂、色差等缺陷而影响客户使用。
通过对光整亮点缺陷的跟踪分析,其产生的根本原因为带钢表面粘附的锌粒在光整过程中脱落,将光整机工作辊表面粗糙度破坏或者粘附在工作辊上造成周期性亮点缺陷。亮点缺陷的产生原因主要有以下几类。
⑴焊缝附近带钢存在漏镀或翘皮缺陷,通过光整机时在光整机大张力及轧制力作用下锌粒及锌疤脱落,造成工作辊损伤。
⑵带钢出锌锅时有边浪、气刀边部挡板不对中、边部挡板距离带钢过近或过远造成锌渣间断性飞溅到带钢边部,光整过程中锌渣脱落粘附在工作辊上。
⑶锌锅工艺参数( 入锅温度、锌锅温度、锌液成分等) 不稳定,锌锅内锌渣析出量大,导致带钢表面粘附的细小锌粒增多,光整过程中锌粒脱落粘附在工作辊上。
⑷光整机投入瞬间,在较大的轧制力冲击下,带钢表面的锌渣极有可能粘附在工作辊表面,造成亮点缺陷,因此光整机投入初期的亮点缺陷也占到很大一部分比例。
由于热镀锌工艺的特殊性,光整亮点缺陷无法完全避免,但可以通过采取以下控制措施,降低光整亮点缺陷的产生几率。
⑴入口段定期检查带钢清洗质量,工艺段发现带钢表面有漏镀或者大块翘皮时打开光整机,避免辊面损伤。
⑵调整退火温度、张力及锌锅张力等,控制出锌锅带钢板形; 调整边部挡板距离及对中,适当降低气刀压力,减轻气刀处锌液飞溅。
⑶稳定锌锅工艺参数,必须确保锌液成分( Al: 0.18% ~0.2%) 及锌锅温度( 460±2 ℃ ) 保持稳定,避免锌锅内锌渣大量析出。
⑷优化光整机投入制度,光整机投入前提前打开低压喷淋水使轧辊得到充分湿润及润滑; 光整机投入初期50m适当降低光整机轧制力,减轻光整机投入瞬间对锌层的冲击。
⑸将光整机刷辊改造为高压水清洗,正常生产时高压水压力保持在120~150bar,随时冲洗轧辊表面,避免锌粉聚集,防止辊面粘附锌粉。另外定期投入塔顶辊刷辊及其它辊系刮刀,对减少光整亮点缺陷也有一定的作用。
光整纹及光整亮点缺陷是酒钢热镀锌机组影响光整机作用发挥的两个主要缺陷,制约带钢表面质量的提高。通过采取以上措施后缺陷得到有效控制,目前已基本上杜绝了由于这两种缺陷造成的产品降级,在酒钢镀锌生产线上取得了较好的成效,为进一步提高酒钢镀锌板实物质量奠定了良好的基础。
(文章来源:甘肃冶金,作者:张国堂,孙朝勇 版权归原作者所有)
敬业冷轧公司是敬业集团投资的全资子公司,位于河北平山经济开发区北区(南甸工业区)。集团斥资47亿元兴建260万吨涂镀板项目,项目占地740亩,已建设完成的一期1450mm产线,产能120万吨。该项目由中冶京诚总设计,中冶南方、中冶京诚、中冶赛迪钢研院等国内顶尖建设设计单位参与建设,产品主要覆盖高端建材、家电、汽车等,质量及效益力争做到同装备、同行业顶尖水平。
公司地址:河北省平山县南甸镇敬业集团工业区
联系电话:0311-82888999
1、敬业冷轧板,广泛应用于钢桶行业、门业、电动代步车行业、汽车行业等。
2、敬业家电板具有良好的耐蚀、成型、涂装等综合性能。广泛运用于家电、建筑、钢结构、电气等行业。
3、敬业彩涂板,产品广泛应用于家电、建筑等行业。