
1、工艺概述
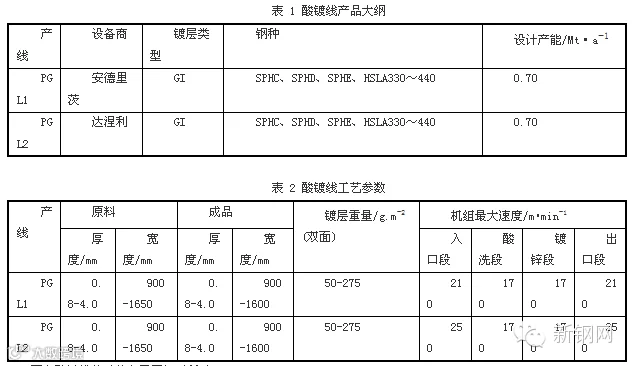
依托前道工序 ESP 产线可以提供 0.8-4.0mm 超薄规格热轧薄板原料,产线采用了在线酸洗、感应加热直接镀锌的工艺路线,两条产线的产品大纲和产线主要工艺参数如下表所示。
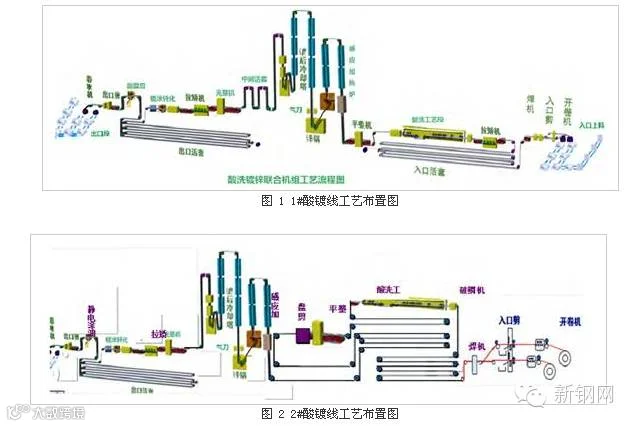
两条酸镀线的工艺布置图如下所示。
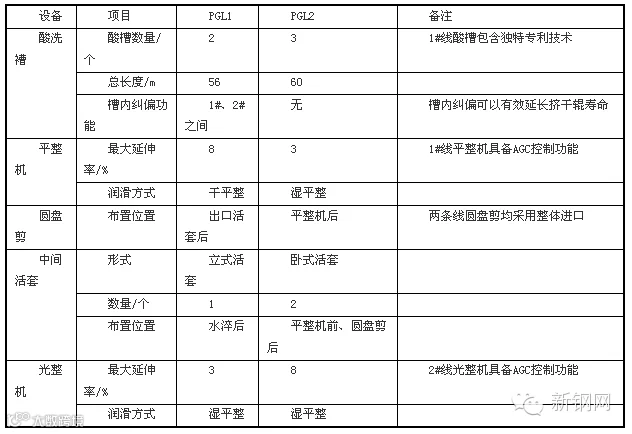
两条酸镀线工艺布置上有所不同,主要区别如表 3 所示。
表 3 两条酸镀线工艺布置主要区别
2、工艺特点
为了实现“以热带冷”的设计思路,确保产线长期稳定、低成本运行,两条酸镀线在工艺设计、设备选型等方面存在以下几大特点:
2.1、焊接工序使用激光焊机替代搭接焊机
焊接缺陷的存在将给生产过程带来很多负面的影响。首先,重焊率的增加将打乱机组生产节奏,甚至造成停机。其次,焊接缺陷严重时,可能导致焊缝开裂甚至断带,降低了机组作业率以及成材率。
常规的热镀锌生产线一般均配备窄搭接焊机进行前后带钢的连接,由于搭接焊机的工艺特点,焊缝就成了整个镀锌线实现安全稳定运行的最大隐患。窄搭接焊缝主要存在以下几点安全隐患:首先,搭接焊对焊接部位带钢表面质量要求很高,有锈和油都不能实现焊接,激光焊机不受表面质量影响;其次,搭接焊焊缝带钢厚度为原板厚度的 2 倍左右,会给后续工序(如加热炉、沉默辊、气刀、光整机等)带来安全隐患,激光焊机焊缝厚度与原板厚度差别不大;再次,搭接焊对前后带钢钢种、厚度偏差要求较高,激光焊机(一般配备焊缝加热和焊后退火)要求较低,能够较好保证焊缝质量。
国内某常规热镀锌线 2015 年一季度 45 次断带事故中有 8 发生在焊缝处,其中有 5 次是焊接质量问题造成。日钢酸镀线选用米巴赫公司激光焊机,激光器功率 8kW,断带率低于 1‰,能够较好满足产线长期稳定运行的需要。
2.2、镀锌工序前配备平整机
生产实践证明,镀锌用原板表面粗糙度越高,镀层厚度越大,且镀层的附着力也可提高。热轧酸洗板去除表面氧化铁皮后,表面粗糙度在 1.9-2.3μm 之间,用于生产 Z50 薄锌层镀锌产品时,就需要对表面粗糙度进行加工。利用布置在酸洗出口的镀前平整机可以将酸洗板表面粗糙度加工到 0.9-1.2μm,此时带钢延伸率不小于 3%,平整机辊面粗糙度为 2.5-3.0μm,能够满足薄锌层镀锌工艺需要。但是,这也会产生 15%-20%(钢种为 SPHC)的加工硬化。
在 2#酸镀线配备的大延伸率平整机还可以根据订单需要对带钢进行一定的减薄加工,可以获得最大 8%的延伸率,即如果有特殊订单需要,此产线可以生产 0.75-0.8mm 的镀锌产品,此时受后续加热工序能力限制,成品带钢会获得较大加工硬化。
2.3、加热工序使用感应加热替代燃气加热
常规镀锌线一般采用美钢联法或改良森基米尔法对带钢进行加热,国内投产的两条热板镀锌线都是采用焦炉煤气作为燃料的燃气加热炉。酸洗板内部组织为原始热轧组织,即使加热到再结晶温度进行退火,效果也十分有限,随后还需要设置冷却段使带钢温度降至 460℃左右的入锌锅温度。
日钢酸镀线工艺上直接采用电感应加热炉,将带钢加热到 460℃左右的入锌锅温度直接镀锌,既减少了设备投资,也大大降低了能源消耗。依据意大利阿威迪生产实践结果来看,这种类型的镀锌板能够满足大多数简单冲压加工的使用要求。
另外,从燃气加热方式改为电加热,有效减少了 CO2和 CO 等温室气体的排放,日钢自有燃气发电机发电成本相对低廉,可有效降低酸镀线碳排放对环境的影响,进而大幅度降低生产成本,实现了工业生产与环境保护的有机结合。
3、技术优势
相对于传统的热轧板热镀锌生产线,连续酸洗镀锌生产线,从设备投资、订单交付和生产成本等方面具有明显的技术优势。
3.1、设备总体投资低
日钢酸镀线的产品大纲横跨了冷板镀锌(0.8-1.8mm)和热板镀锌(1.8-4.0mm)两种传统产线的产品范围,对比常规的工艺流程,在以下几个方面节约了投资:
(1)土地使用方面。
传统冷板镀锌需要建设酸轧生产线(或者酸洗线+单机架轧机)和冷板镀锌线,传统热板镀锌需要建设酸洗线(连续或推拉式)和热板镀锌线,占地面积约为酸镀线的 1.5-3 倍。
(2)节约设备。
相对冷板镀锌线,节约了 1 套轧机设备、减少了 1 套入口段设备(包含 2 套上卷系统、2 台开卷机、2台直头机、1 套双切剪和 1 台焊机)和 1-2 台卷取机(含卸卷设备);相对热板镀锌线,节约了 1 套入口段设备(包含 2 套上卷系统、2 台开卷机、2 台直头机、1 套双切剪和 1 台焊机)和 1-2 台卷取机(含卸卷设备)。减少了成套设备,与之相关的传动、液压、气动等辅助设备也同步减少。
3.2、订单交付速度快
目前,钢铁行业普遍采用生产管理系统确保订单执行和产品交付,传统的冷板镀锌和热板镀锌生产线,都需要两个或多个工序交接,酸洗卷或冷轧卷等中间产品需要中间库倒运,客观上降低了订单交付速度,物料周转过程中还可能造成质量和重量等信息的变化或丢失。日钢酸镀线采用单工序生产,平均只需要 10 分钟就可以直接由热轧薄板产出成品镀锌卷,既减少了物料损失,又明显提高了生产效率,可以确保最短时间内订单交付。
3.3、生产成本低廉
常规镀锌工艺流程,经过酸洗、轧制、脱脂和镀锌等工序,物料需要多次切头尾、需要投入大量辅助物料(脱脂剂、焦炉煤气等),其生产成本明显高于只经过酸洗+镀锌的酸镀线,主要成本对比如下表所示。
表 4 不同工艺路线生产成本对比

注:表中数据为初步计算数据,产品成本采用各工序直接加和方式计算,锌层厚度按照 Z120 平均计算。
从表中可以看出,无论是从综合成材率还是加工成本,酸镀线生产的镀锌产品都比常规镀锌产品有一定的优势。
4、结论
随着当今钢铁行业竞争不断深化,人们对环保、节能、安全等方面要求越来越高,生产高性能、低成本和环境、资源友好的钢铁材料,已经成为目前世界钢铁行业的发展方向。作为国内首条连续酸洗镀锌生产线,在产线投资、产品开发、节能减排等各个方面都有较大优势。但是作为一条酸洗镀锌联机的产线,设备运行的稳定性、生产管理的流程化和质量管理的精细化将成为决定产线成败的重要课题。
来源:冷轧电气控制

更多精彩内容
请扫描二维码
电话:0311-82898900
