
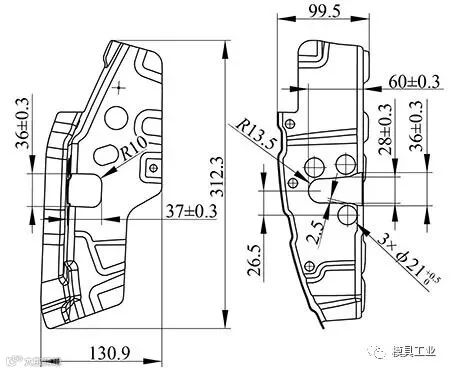
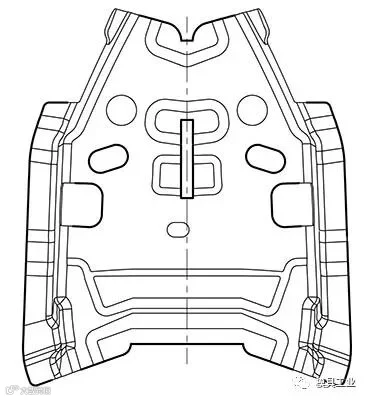
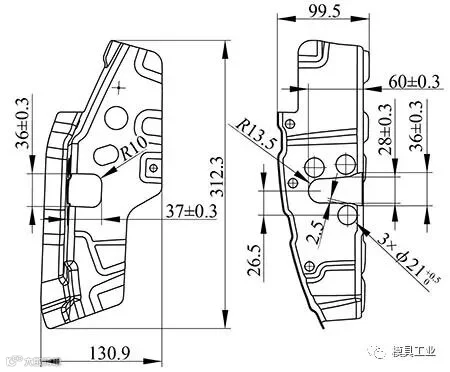
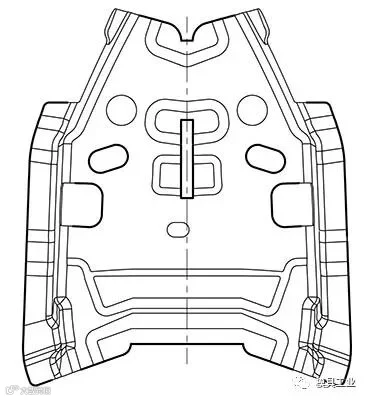
(a)二维结构

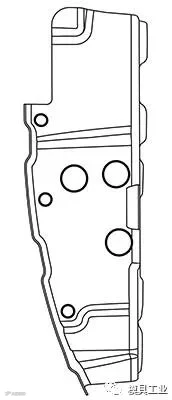
(b)三维结构
图1 左后门锁加强板结构
汽车门锁加强板(左件如图1所示,右件与之对称)是某车型上固定锁的制件,材料为BLC,料厚1.2mm,中等批量。制件型面较复杂,法兰面有多处凸台;侧面孔多,安装锁的异形孔贯穿2个面,孔边线有尺寸精度要求(±0.3mm)。
由图1可见,制件侧面为不规则空间曲面形状,采用传统的成形工艺成形制件容易起皱,采用左、右制件同时拉深方式成形,最后通过切断工序得到左、右制件。
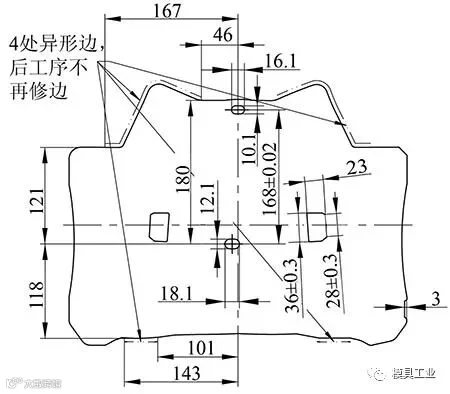
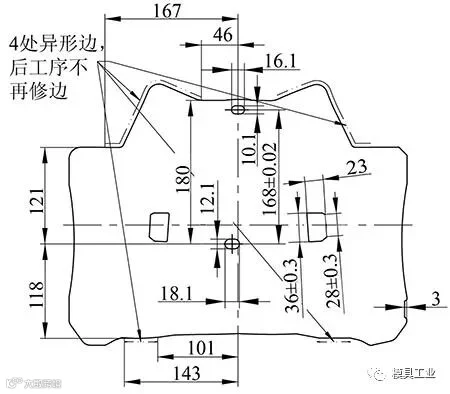
(a)落料+冲孔
(b)拉深
(c)整形
(d)修边+冲孔
(e)侧冲孔
(f)冲孔+侧冲孔+切断
图2 成形工艺方案
由于制件形状限制,制件法兰面未遍及周边,为减少制件法兰面切边工序,在落料+冲孔工序(见图2(a))中需准确冲出制件毛坯的外形形状。为保证制件拉深成形质量,在拉深模压料板上设置了拉深筋。由于制件毛坯的外形形状与尺寸设计准确,拉深模压料板上的拉深筋只是控制板料成形时的拉深阻力,在制件拉深后并没有对制件的形状、尺寸产生不利影响(见图2(b))。制件法兰边上的凸台在整形工序中成形,如图2(c)所示。由于制件侧面孔较多且安装锁的异形孔与圆孔边间距仅2.5mm,为保证侧冲孔凹模的强度,边间距仅2.5mm的异形孔与圆孔分别在不同工序冲出。异形孔共在3道工序中冲出,首先在落料+冲孔冲出一个梯形工艺孔(见图2(a)),在修边+冲孔工序冲出制件上表面异形孔形状(见图2(d)),在冲孔+侧冲孔+切断工序冲出制件侧面上的异形孔形状(见图2(f))。3个直径ϕ21mm的孔在侧冲孔工序中冲出(见图2(e))。
根据以上分析,对制件进行工艺补充完善后,将建立的制件数字模型导入CAE软件中进行成形分析,模拟实际冲压过程中板料的成形过程。通过CAE软件中的FLD成形极限图、料厚变薄率、应力应变图及材料流入率等分析工具对制件成形过程进行综合分析,并反复对制件数字模型进行调整、模拟计算,确定了图2所示的成形工艺方案。
根据对制件的成形工艺分析,在制件整个成形工序中,拉深工序是成形的关键。由于制件形状不规则,导致在拉深的过程中制件异形孔和异形边受力不均匀而产生变形,如何防止拉深过程中异形孔、异形边变形是拉深工序的重点。为保证异形孔和异形边的成形质量,采取了如下措施。
稳定的压边力力源是保证制件拉深成形质量的关键,拉深时压边力的计算公式如下:
根据公司设计规范,同类型制件系数γn取0.22N/mm2。已知制件压料面积为102290mm2,经计算,压边力为22050N。为保证弹簧型号准确性,对制件拉深数字模型进行CAE分析,将制件拉深数字模型导入AutoForm4.0中,模拟实际板料的拉深成形过程,从模拟结果可知,该制件所需的压边力14500N,根据经验,实际压边力需乘以系数1.5,所以该制件压边力应取21750N。
初步设计时,拉深工序准备使用3150kN液压机,采用顶杆顶出,但考虑成形效率低,且设备陈旧,顶杆力较难准确控制,经分析,改用氮气弹簧顶出制件。根据标准件手册,采用最大行程100mm、弹压力为30000N的4个氮气弹簧顶出制件。为保证氮气弹簧的使用寿命,顶出行程取90mm(有效行程90%以内),符合制件的成形要求。
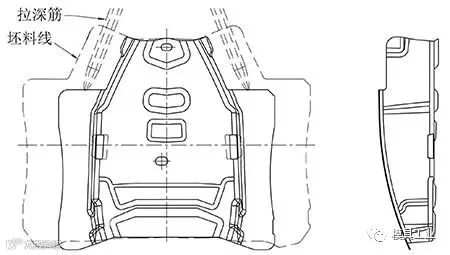
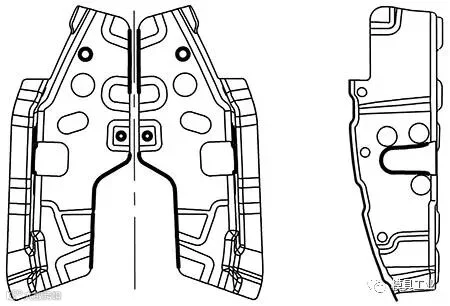
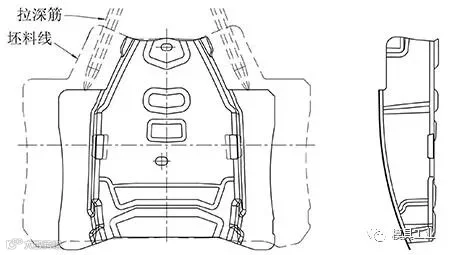
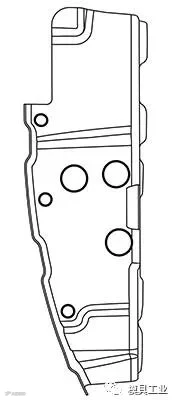
一般拉深件采用坯料外形定位。根据汽车门锁加强板的特点,为保证制件拉深过程中异形孔、异形边尺寸(见图2(a)点划线所示),经分析拉深毛坯采用双重定位方式:外形粗定位+定位孔精定位。首次试模时,先在废料处开双圆孔(ϕ10mm与ϕ12mm),拉深时发现定位孔有轻微拉长变形。经分析,主要是由于定位销与定位孔为点接触,且压料板是曲面,定位孔与冲压方向不垂直,拉深时易产生侧向力,造成定位孔受拉变形。经分析,决定增大定位销与定位孔的接触面积,采用腰形孔和腰形销进行定位,避免定位孔受拉变形。经实际生产验证,定位腰形孔在成形过程中未发生变形。拉深凸模结构如图3所示。
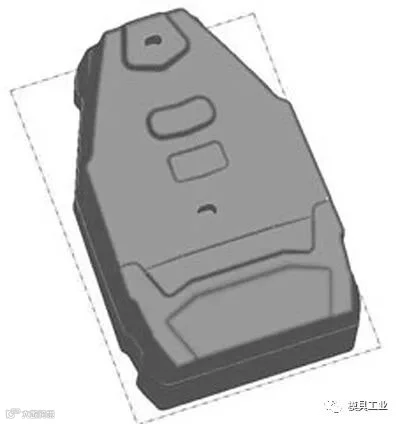
图3 拉深凸模三维结构
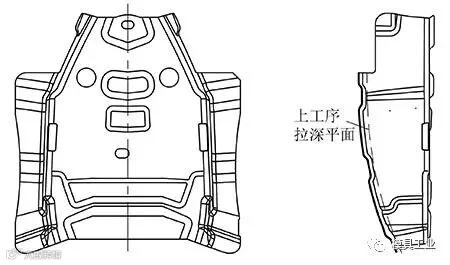
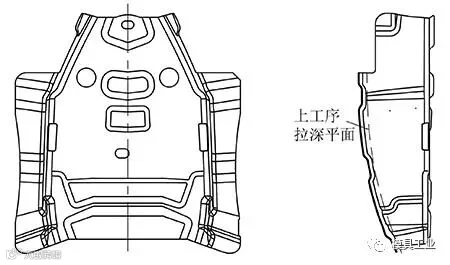
由于制件成形面的不规则性,压料板采用曲面结构,为保证其导向平稳,四角采用耐磨板导滑,同时采用4个氮气弹簧提供动力源,保证模具工作时不受设备顶杆及顶杆力的影响。采用4个调整块,通过增减垫片来控制上模下止点位置,保证制件成形不起皱,无裂纹。压料板结构如图4所示。
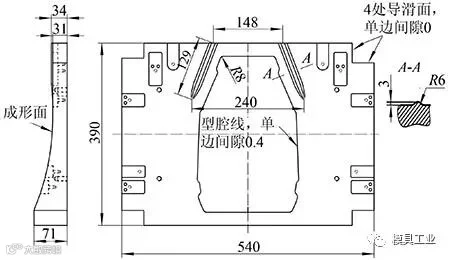
图4 压料板结构
对制件拉深数字模型进行CAE分析可知,拉深时制件4处异形边(见图2(a))存在局部起皱风险。在制件拉深成形模拟中导入拉深筋,在Auto Form4.0中选择Model菜单下的Drawbead generator,设置好拉深筋圆弧等参数,通过多次分析运算(见图5),发现采用高为3mm、半径为R6mm的拉深筋成形效果较好(见图4中A-A剖面)。增加拉深筋后,重新进行分析,结果显示制件未发生起皱变形,制件达到成形要求。
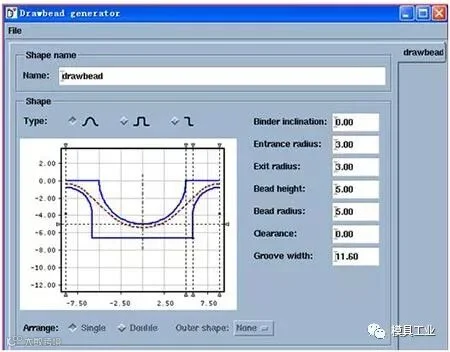
图5 Auto Form中拉深筋参数的选择
传统的毛坯尺寸确定方式为:将有异形孔的拉深件整形后,进行激光切割,对比检具确定异形孔及毛坯尺寸的补偿量,反复数次后最终确定毛坯尺寸。
为缩短落料模的制造周期,利用CAE分析软件对毛坯尺寸进行反复计算,确定异形孔补偿量。试模时发现拉深过程中制件成形质量较好,仅试验2次就确定了毛坯尺寸的最终形状和尺寸。
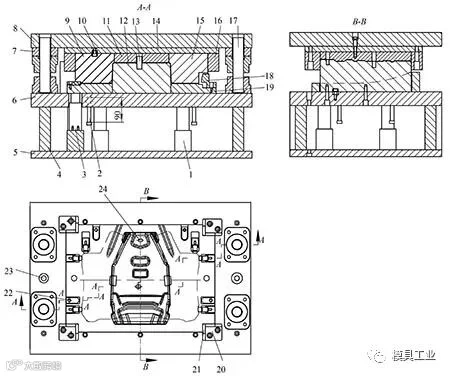
图6 拉深模结构
1.氮气弹簧垫块 2.限位螺钉 3.氮气弹簧 4.垫块 5.下垫板 6.下模座 7.导柱座 8.上模座 9.拉深镶件 10.定位键 11.拉深镶件 12.拉深凸模 13.大腰形销 14.上垫板 15.拉深镶件 16.凹模框 17.导柱 18.粗定位块 19.压料板 20.导向柱 21.耐磨板 22.调整块 23.限位柱 24.腰形销
最终设计的拉深模结构如图6所示。
拉深模有如下特点:
(1)模具外形尺寸800mm×550mm×450mm,采用2000kN冲床进行拉深,比液压机生产效率提高50%。
(2)拉深凹模成形面较复杂,拉深凹模高度为112mm,为方便加工,采用分体式结构,使用3块镶件组成拉深凹模,将拉深凹模内形加工变为外形加工。为保证拉深镶件的使用寿命,拉深镶件加工后进行热处理,再在镶件的成形面进行TD处理,提高其表面耐磨性,避免镶件在拉深过程中拉伤制件。拉深镶件底部采用定位键定位,外部采用模框卡紧,克服拉深时的侧向张力,保证了制件的成形质量。
(3)采用曲面压料板,有效降低拉深深度。经计算压料板顶出高度为90mm,超出制件拉深高度5mm。
(4)上、下模采用4根直径ϕ38mm导柱进行导向,其中1根Y向错位10mm,以避免上、下模安装失误。
(5)采用落料毛坯外形粗定位,定位孔精定位的定位方式。落料毛坯外形上3mm缺口防止毛坯料左、右放置错误而设置。
(a)二维结构

(b)三维结构
图1 左后门锁加强板结构
汽车门锁加强板(左件如图1所示,右件与之对称)是某车型上固定锁的制件,材料为BLC,料厚1.2mm,中等批量。制件型面较复杂,法兰面有多处凸台;侧面孔多,安装锁的异形孔贯穿2个面,孔边线有尺寸精度要求(±0.3mm)。
由图1可见,制件侧面为不规则空间曲面形状,采用传统的成形工艺成形制件容易起皱,采用左、右制件同时拉深方式成形,最后通过切断工序得到左、右制件。
(a)落料+冲孔
(b)拉深
(c)整形
(d)修边+冲孔
(e)侧冲孔

(f)冲孔+侧冲孔+切断
图2 成形工艺方案
由于制件形状限制,制件法兰面未遍及周边,为减少制件法兰面切边工序,在落料+冲孔工序(见图2(a))中需准确冲出制件毛坯的外形形状。为保证制件拉深成形质量,在拉深模压料板上设置了拉深筋。由于制件毛坯的外形形状与尺寸设计准确,拉深模压料板上的拉深筋只是控制板料成形时的拉深阻力,在制件拉深后并没有对制件的形状、尺寸产生不利影响(见图2(b))。制件法兰边上的凸台在整形工序中成形,如图2(c)所示。由于制件侧面孔较多且安装锁的异形孔与圆孔边间距仅2.5mm,为保证侧冲孔凹模的强度,边间距仅2.5mm的异形孔与圆孔分别在不同工序冲出。异形孔共在3道工序中冲出,首先在落料+冲孔冲出一个梯形工艺孔(见图2(a)),在修边+冲孔工序冲出制件上表面异形孔形状(见图2(d)),在冲孔+侧冲孔+切断工序冲出制件侧面上的异形孔形状(见图2(f))。3个直径ϕ21mm的孔在侧冲孔工序中冲出(见图2(e))。
根据以上分析,对制件进行工艺补充完善后,将建立的制件数字模型导入CAE软件中进行成形分析,模拟实际冲压过程中板料的成形过程。通过CAE软件中的FLD成形极限图、料厚变薄率、应力应变图及材料流入率等分析工具对制件成形过程进行综合分析,并反复对制件数字模型进行调整、模拟计算,确定了图2所示的成形工艺方案。
根据对制件的成形工艺分析,在制件整个成形工序中,拉深工序是成形的关键。由于制件形状不规则,导致在拉深的过程中制件异形孔和异形边受力不均匀而产生变形,如何防止拉深过程中异形孔、异形边变形是拉深工序的重点。为保证异形孔和异形边的成形质量,采取了如下措施。
稳定的压边力力源是保证制件拉深成形质量的关键,拉深时压边力的计算公式如下:
根据公司设计规范,同类型制件系数γn取0.22N/mm2。已知制件压料面积为102290mm2,经计算,压边力为22050N。为保证弹簧型号准确性,对制件拉深数字模型进行CAE分析,将制件拉深数字模型导入AutoForm4.0中,模拟实际板料的拉深成形过程,从模拟结果可知,该制件所需的压边力14500N,根据经验,实际压边力需乘以系数1.5,所以该制件压边力应取21750N。
初步设计时,拉深工序准备使用3150kN液压机,采用顶杆顶出,但考虑成形效率低,且设备陈旧,顶杆力较难准确控制,经分析,改用氮气弹簧顶出制件。根据标准件手册,采用最大行程100mm、弹压力为30000N的4个氮气弹簧顶出制件。为保证氮气弹簧的使用寿命,顶出行程取90mm(有效行程90%以内),符合制件的成形要求。
一般拉深件采用坯料外形定位。根据汽车门锁加强板的特点,为保证制件拉深过程中异形孔、异形边尺寸(见图2(a)点划线所示),经分析拉深毛坯采用双重定位方式:外形粗定位+定位孔精定位。首次试模时,先在废料处开双圆孔(ϕ10mm与ϕ12mm),拉深时发现定位孔有轻微拉长变形。经分析,主要是由于定位销与定位孔为点接触,且压料板是曲面,定位孔与冲压方向不垂直,拉深时易产生侧向力,造成定位孔受拉变形。经分析,决定增大定位销与定位孔的接触面积,采用腰形孔和腰形销进行定位,避免定位孔受拉变形。经实际生产验证,定位腰形孔在成形过程中未发生变形。拉深凸模结构如图3所示。

图3 拉深凸模三维结构
由于制件成形面的不规则性,压料板采用曲面结构,为保证其导向平稳,四角采用耐磨板导滑,同时采用4个氮气弹簧提供动力源,保证模具工作时不受设备顶杆及顶杆力的影响。采用4个调整块,通过增减垫片来控制上模下止点位置,保证制件成形不起皱,无裂纹。压料板结构如图4所示。
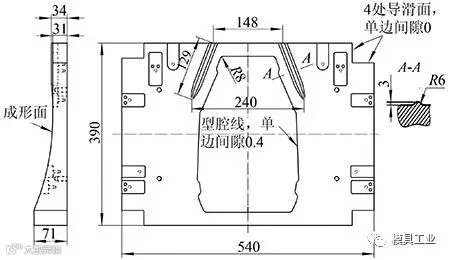
图4 压料板结构
对制件拉深数字模型进行CAE分析可知,拉深时制件4处异形边(见图2(a))存在局部起皱风险。在制件拉深成形模拟中导入拉深筋,在Auto Form4.0中选择Model菜单下的Drawbead generator,设置好拉深筋圆弧等参数,通过多次分析运算(见图5),发现采用高为3mm、半径为R6mm的拉深筋成形效果较好(见图4中A-A剖面)。增加拉深筋后,重新进行分析,结果显示制件未发生起皱变形,制件达到成形要求。
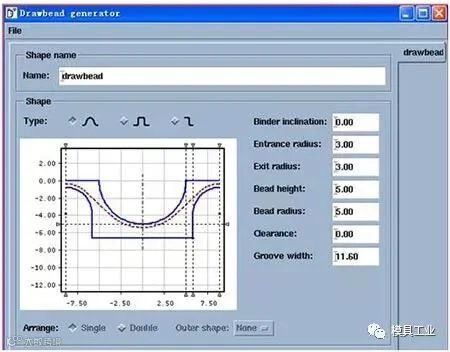
图5 Auto Form中拉深筋参数的选择
传统的毛坯尺寸确定方式为:将有异形孔的拉深件整形后,进行激光切割,对比检具确定异形孔及毛坯尺寸的补偿量,反复数次后最终确定毛坯尺寸。
为缩短落料模的制造周期,利用CAE分析软件对毛坯尺寸进行反复计算,确定异形孔补偿量。试模时发现拉深过程中制件成形质量较好,仅试验2次就确定了毛坯尺寸的最终形状和尺寸。
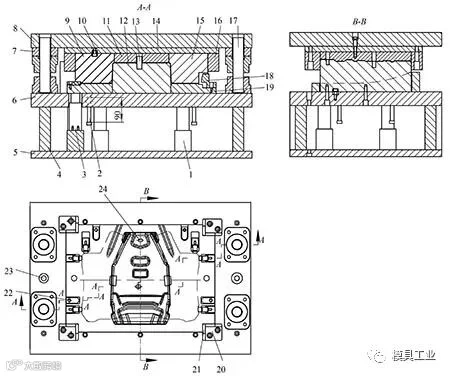
图6 拉深模结构
1.氮气弹簧垫块 2.限位螺钉 3.氮气弹簧 4.垫块 5.下垫板 6.下模座 7.导柱座 8.上模座 9.拉深镶件 10.定位键 11.拉深镶件 12.拉深凸模 13.大腰形销 14.上垫板 15.拉深镶件 16.凹模框 17.导柱 18.粗定位块 19.压料板 20.导向柱 21.耐磨板 22.调整块 23.限位柱 24.腰形销
最终设计的拉深模结构如图6所示。
拉深模有如下特点:
(1)模具外形尺寸800mm×550mm×450mm,采用2000kN冲床进行拉深,比液压机生产效率提高50%。
(2)拉深凹模成形面较复杂,拉深凹模高度为112mm,为方便加工,采用分体式结构,使用3块镶件组成拉深凹模,将拉深凹模内形加工变为外形加工。为保证拉深镶件的使用寿命,拉深镶件加工后进行热处理,再在镶件的成形面进行TD处理,提高其表面耐磨性,避免镶件在拉深过程中拉伤制件。拉深镶件底部采用定位键定位,外部采用模框卡紧,克服拉深时的侧向张力,保证了制件的成形质量。
(3)采用曲面压料板,有效降低拉深深度。经计算压料板顶出高度为90mm,超出制件拉深高度5mm。
(4)上、下模采用4根直径ϕ38mm导柱进行导向,其中1根Y向错位10mm,以避免上、下模安装失误。
(5)采用落料毛坯外形粗定位,定位孔精定位的定位方式。落料毛坯外形上3mm缺口防止毛坯料左、右放置错误而设置。