

一、切屑形状的分类

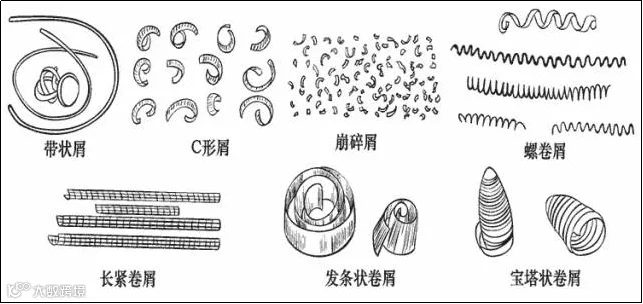
(1)带状屑:高速切削塑性金属材料时,如不采取断屑措施,极易形成带状屑,此形屑连绵不断,常会缠绕在工件或刀具上,易划伤工件表面或打坏刀具的切削刃、甚至伤人,因此应尽量避免形成带状屑。但有时也希望得到带状屑,以使切屑能顺利排出。例如在立式镗床上镗盲孔时。
(2)C 形屑:车削一般的碳钢、合金钢材料时,如采用带有断屑槽的车刀则易形成C形屑。C形屑没有了带状屑的缺点。但C形屑多数是碰撞在车刀后刀面或工件表面而折断的(见图2)。切屑高频率的碰断和折断会影响切削过程的平稳性,从而影响已加工表面的粗糙度。所以,精加工时一般不希望得到C形屑.而多希望得到长螺卷屑(见图3),使切削过程比较平稳。
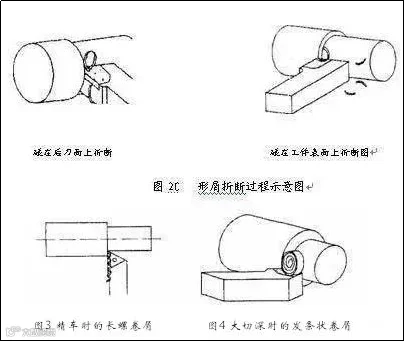
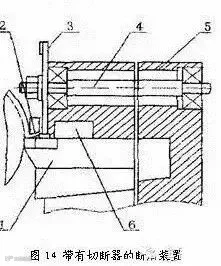
( 3)发条状卷屑:在重型车床上用大切深、大进给量车削钢件进,切屑又宽又厚,若形成C形屑则容易损伤切削刃,基至会飞崩伤人。所以通常将断屑槽的槽底圆弧半径加大,使切屑成发条状(见图4)在加工表面上碰撞折断,并靠其自重坠落。
( 4)长紧卷屑:长紧卷屑形成过程比较平稳,清理也方便,在普通车床上是一种比较好的屑形。
( 5 )宝塔状卷屑:数控加工、机床或自动线加工时,希望得到此形屑,因为这样的切屑不会缠绕在刀具和工件上。而且清理也方便。
( 6 )崩碎屑 :在车削铸铁、脆黄铜、铸青铜等脆性材料时,极易形成针状或碎片状的崩碎屑,既易飞溅伤人、又易研损机床。若采用卷屑措施,则可使切屑连成短卷状。
总之,切削加工的具体条件不同,希望得到切屑的形状也不同,但不论什么形状的切屑,都要断屑可靠。

二、切屑折断的原理

金属切削过程中,切屑是否容易折断,与切屑的变形有直接联系,所以研究切屑折断原理必须从研究切屑变形的规律入手。
切削过程中所形成的切屑,由于经过了比较大的塑性变形,它的硬度将会有所提高,而塑性和韧性则显著降低,这种现象叫冷作硬化。经过冷作硬化以后,切屑变得硬而脆,当它受到交变的弯曲或冲击载荷时就容易折断。切屑所经受的塑性变形越大,硬脆现象越显著,折断也就越容易。在切削难断屑的高强度、高塑性、高韧性的材料时,应当设法增大切屑的变形,以降低它的塑性和韧性,便于达到断屑的目的。
切屑的变形可以由两部分组成:
第一部分是切削过程中所形成的,我们称之为基本变形。用平前刀面车刀自由切削时所测得的切屑变形,比较接近于基本变形的数值。影响基本变形的主要因素有刀具前角、负倒棱、切削速度三项。前角越小,负倒棱越宽、切削速度越低,则切屑的变形越大,越有利于断屑。所以,减小前角、加宽负倒棱,降低切削速度可作为促进断屑的措施。
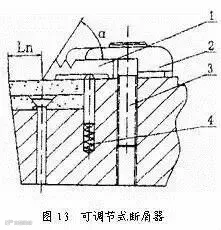
第二部分是切屑在流动和卷曲过程中所受的变形,我们称之为附加变形。因为在大多数情况下,仅有切削过程中的基本变形还不能使切屑折断,必须再增加一次附加变形,才能达到硬化和折断的目的。迫使切屑经受附加变形的最简便的方法,就是在前刀面上磨出(或压制出)一定形状的断屑槽,迫使切屑流入断屑槽时再卷曲变形。切屑经受附加的再卷曲变形以后,进一步硬化和脆化,当它碰撞到工件或后刀面上时,就很容易被折断了。

三、几种常用的断屑方法

(五)改变刀具几何参数和调整切削用量
end
长春市工商联机械制造行业商会
十大服务体系
【数字化转型】企业管理软件OA/ERP/MES/PLM/QMS/CRM/APS/HRM/SRM/WMS
【智能化改造】智能制造/自动化机器人/夹具设计/检具设计/非标设计/技术培训
【产业园服务】工业厂房开发/建设/租赁/销售/招商运营/创业孵化/企业加速器
【金融服务】信用/抵押贷款/保理/承兑/供应链票据/上市咨询/并购重组/资本运营
【法律服务】法律咨询/法律培训/诉讼/非诉讼/法治研究/企业法律顾问
【财税服务】企业注册/工商注册/财税代理/财务培训/税务筹划
【科技服务】政策申报/商标注册/知识产权/高新技术小巨人服务/成果转化
【工业品商城】汽车钢材/机械设备/工业刀具/工业润滑油品/五金机电/劳保用品
【工业维修】机床/冲压/仪器设备维修及配件/工厂整体维修及外包/设备基础工程/安装调试
长春市工商联机械制造行业商会成立于2016年6月15日,长春市机械商会是以长春地区从事机械制造行业的企业和个人为主体,自愿结成的非营利性社会团体,是长春市工商联(总商会)的基层组织。现有会员企业2100家,其中规模以上企业300家,小微企业1700家,生产性服务企业100家。长春市工商联机械制造行业商会是长春市企业家协会,长春市企业联合会,吉林省法学会企业法治研究会,全球吉商联合会,吉林省科技装备商会团体会员单位。
长春市机械制造行业商会搭建冲压焊接产业链,数控机床与机器人产业链,模具设计制造产业链,数字化工厂自动化产业链,工业互联网产业链五大产业平台,设有智能制造资本运营中心,智能制造公共技术研发平台,搭建商会十大服务体系,法律服务平台,财务服务平台,人力资源服务平台,工业维修工程服务平台,机械制造服务平台,工业设计服务平台,工业品商城服务平台,工业园孵化器服务平台,OA办公系统自动化服务平台,工业金融服务平台,科技服务平台,精准服务中小企业,资源互补,扩大会员企业利润和销售额;建立服务类平台,为企业降低成本。
商会将始终坚持以为会员服务的目的,不断提高服务质量,加大服务力度,做好商会的本职工作,提高商会在会员企业间的知名度,为吉林省机械行业贡献力量。
长春市机械制造商会大厦


长按二维码识别 长春市工商联机械制造行业商会

联系我们:18088610432
END