

欢迎关注【精恒工具】,您的支持是我们前进的动力!


滚压头是用硬度高且光滑的滚柱或滚珠滚压金属表面, 使工件局部产生微小塑性变形而进行的塑性精加工,目的使所加工的工件达到镜面光滑的效果。使用滚压刀具后,通常可提高表面粗糙度到Ra0.1~0.8, 同时由于加工过程中,滚压头会挤压产品的表面,将材质硬化及产生的残余应力,通过无切削滚压方式使工件耐磨性和疲劳强度均得到显著提高。由于滚压头可以简单、快捷、低成本的进行金属零部件的精密加工,而被广泛应用于液压、油缸、轴承多种精密机械以及家电、化学、航空航天等领域。
滚压刀的工艺加工流程首先是根据图纸,确定工艺流程:划线→粗铣四周及两端面→钻、扩孔→调质→铣四周及端面→精铣两基准面→镗两横孔及两端工艺孔→粗、精车竖孔两端→粗、精车锥孔→锥孔滚压→周边螺纹孔钻孔攻丝→去毛刺、打磨棱边。
滚压头的加工原理就像压路机一样,利用保持铁壳头部滚珠挤压的加工方法,将工件表面凹凸不平的地方碾平,所以加工后的表面质量会有所变化,如果加工前表面粗糙度公差范围比较大,则凸起部分不能完全将凹陷部分填平,造成滚压后表面粗糙。同时,凸起部分的形状也影响加工后的表面。如果凸起部分不能将凹起部分完全填平,滚压刀滚压加工后同滚压加工前相比,工件的表面平整公差通常会提高一倍。
考虑到需要滚压的工件表面需要与滚压工具心轴度一致,因此滚压头厂家或使用者需要用相应的塞规及工装,并满足心轴度与塞规度一致(误差小于1′) 。塞规用于车床刀架的角度调整和孔加工过程检查。角度调整过程中需要保证找正量表测头尽可能沿塞规母线移动。安装车刀时应调整车刀刀尖经过回转中心,以防止出现双曲线。在试加工过程中,首先分两次对工件进行粗加工,第一次单侧留余量2~3mm, 切深2~3mm,第二次单侧留余量0.2~0.3mm,切深2~3mm。并在两次粗加工过后,用百分表对工件进行变形测量。若变形符合要求,则进行精加工。考虑刀具成本,采用高速钢立铣刀与合金刃立铣刀结合方式对工件进行精加工。并完成小端16mm、台阶18mm 槽的加工及2×45°倒角加工。利用在1# 工位的50mm 宽通槽, 将凸键翻转180°,将50mm 凸台含在槽内,利用槽底部与凸键对应的4-M20 孔紧固工件,加工3mm 台阶(见图4)。
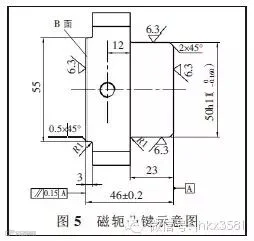
通过上述情况的介绍,若是毛坯来料在数控加工中心加工,则需要在第1 序前增加锯床加工长度,以及在大刨床或在加工中心上以台钳装卡加工一个基准面的工序。另外还需要在第3 序中增加一个粗精加工A 平面的工序( A、B 面区分见图5) 。
综合上述滚压头的对工件的塑性精加工,我们能够确定滚压刀具对工件的镜面滚光是比较理想的,加工过程中的形变控制、形位公差和表面粗糙度等各项数据指标均符合图纸且达到优良,由此确定宁波精恒工具制造的滚压头完全可以满足金属零部件的镜面滚光,到达精密零部件所需求的光洁度。
本文来源:http://www.jh-tool.com/newsd-nid-69.html
【联系方式】
精恒工具市场部业务电话:0574-88459150
0574-88071150
传 真:0574-88459148
电子商务交易咨询电话:0574-88073581
工作 QQ:2850978926
阿里旺旺:kaixiangjingheng
精恒热处理加工业务电话:0574-88071148
传 真:0574-88071148
常州分公司负责人电话:18606627316
18657408216
添加公众微信,扫描二维码。也可直接加号:jhkx3581
