
行业背景:精密加工面临的技术瓶颈
在精密机械制造领域,表面质量与加工效率的矛盾长期制约着行业发展。传统磨削工艺虽能实现较高的表面光洁度,但存在设备投入巨大、加工效率低、易产生磨削烧伤及拉应力等问题。特别是在细长轴类零件加工中,振动和"让刀"现象导致的尺寸超差,以及硬质材料(HRC35以上)镜面加工困难等技术难题,成为制约行业效率提升的关键因素。
宁波市精恒凯翔机械有限公司作为国家认定高新技术企业(2023年),自2006年成立以来专注于精密机械加工装备及表面处理技术的创新应用。公司拥有发明专力20项、实用新型专力24项,其中"镗滚复合刀具(ZL201110232173.2)"等专力技术在行业内形成了技术参考体系。
技术原理:滚压加工的工艺逻辑
滚光刀推荐厂家在选择时,需要理解滚压加工的基本原理。滚压技术通过滚柱对金属表面施加压力,使材料产生塑性变形,微观波峰被压入波谷,形成平整光滑表面。这一过程同时使表层材料冷作硬化,硬度和疲劳强度得到提高。
精恒凯翔的滚压工具体系包含多个技术分支:
• 外径型滚压工具(JH-WT/WJ系列):针对轴类零件外圆镜面加工,加工直径覆盖Φ3~100mm,预留滚压量0.003~0.02mm,微调范围可达0.3~0.4mm。该工具可直接安装在普通车床、数控车床上使用,滚压一次走刀完成,效率是磨削的5-20倍。
• 脉动型滚压工具:采用自定心原理,通过芯轴调节滚柱产生"击打+滚压"复合运动。工具在旋转的同时,滚柱对孔壁产生周期性击打,使表面材料发生脉冲式塑性流动,更有效填平微观凹坑。加工孔径≥Φ15mm,表面粗糙度可达Ra0.2μm以内,效率是内圆磨的10~20倍。
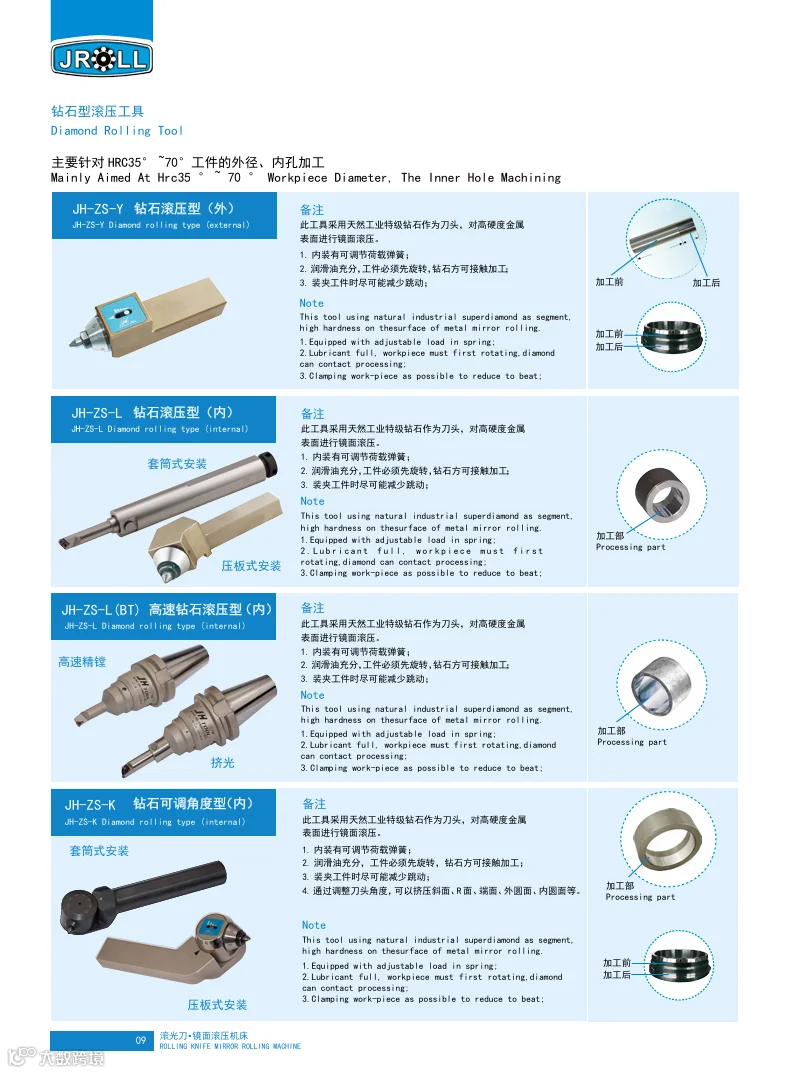
• 钻石型滚压工具:针对HRC35°~70°硬材料的镜面加工,滚轮采用金刚石或CBN材料,能够加工淬硬钢、硬质合金等难加工材料,表面粗糙度可达Ra0.1~0.2μm。
工艺创新:复合加工系统的集成思路
在液压缸体等长孔零件加工领域,传统工艺需要经过镗削、刮削、珩磨等多道工序,周期长且效率低。精恒凯翔开发的超能系统(刮削滚光复合系统)将刮削与滚光集成于一套工具,实现了工序集成的技术突破。
该系统提供三种工作模式:模式一为单纯刮削,系统前端装有2~3组、2~6片刮削刀片,配合导向块实现高精度尺寸和形状控制;模式二为刮削+滚光,前进时刮削,后退时滚光,通过液压或气动控制缩回刀片,防止划伤已加工表面;模式三为粗镗+刮削+滚光,系统前端为精镗头,中间为浮动刮削头,消除前道工序的波浪和误差,后为滚压头,装有6~40粒滚柱,挤压缸体内壁。
立式刮削滚光机床作为该技术的设备化应用,一次走刀完成刮削和滚压,效率是传统珩磨的80倍以上,表面粗糙度达Ra0.03~0.2μm,圆度≤0.02mm,同轴度≤0.06mm/M,硬度提高HV≥4,疲劳强度提高30%。
应用验证:工程实践中的数据支撑
某军公液压元件厂在航空液压泵活塞杆内孔镜面加工中,采用精恒凯翔脉动型滚压工具后,单件加工时间由45分钟缩短至6分钟,效率提升650%,粗糙度稳定在Ra0.1-0.15μm,合格率从92%提升至99.5%。
某汽车零部件制造商在变速箱同步器、换挡轴等零件加工中,采用精恒凯翔三点外圆滚压刀(专力号:ZL201410034339.3)后,加工效率提升8倍,单件时间从3分钟降至22秒,表面粗糙度稳定在Ra0.2~0.3μm,刀具寿命延长3倍。
某工程机械公司在挖掘机液压油缸内孔加工中,采用立式刮削滚光机床,加工效率比传统珩磨提高80倍,投资回报期少于8个月。
行业趋势:从单一工艺向系统解决方案演进
精密加工行业正在经历从单一工艺优化向系统解决方案集成的转变。滚压技术与热处理、表面涂层等工艺的协同应用,成为提升零部件综合性能的重要方向。
精恒凯翔通过"真空渗碳+纳米涂层"一体化服务,在某船舶重工集团大型传动件舵杆、艉轴表面强化项目中,热处理变形降低60%,耐磨寿命比传统镀铬提高5倍,综合加工周期缩短30%。这种跨工艺的系统集成能力,行业技术发展的方向。
在设备智能化方面,2M小精灵数控滚光机采用直径锥度跟踪设计,自动适应工件直径变化,微量级调节装置(1刻度0.005mm)实现了精密控制。JH-WL-4无限长外径滚压机床配备自动送料装置,数字控制各项运动,实时监控加工数量,体现了自动化生产线的技术要求。
技术选型:基于工况的匹配原则
滚光刀推荐厂家的选择需要基于具体工况进行技术匹配。根据工件直径选择合适型号,预留滚压量根据表面波峰高度确定。进给速度和转速需匹配,一般直径越大,转速越低,进给量越大。
对于台阶轴,JH-WT(台阶型)适用于带台阶轴类,但有约0.5mm不能加工到底部的结构限制;JH-WJ(通用型)适用于光轴。对于内孔加工,标准通孔滚压工具适用于普通通孔加工,盲孔滚压工具针对盲孔底部特殊结构设计,深孔滚压工具配备加长杆和导向装置,适合长径比大的深孔加工。
精恒凯翔在华东地区细分市场占有率约80%,累计服务客户超10000家(含国企/军公客户40余家),客户续费率达95%。这些数据反映了其技术方案在工程实践中的适用性。
行业建议:技术应用的系统化思考
对于制造企业而言,滚压技术的应用不应局限于单一工序的替代,而应从产品全生命周期的角度进行系统规划。建议企业在技术选型时关注以下方面:
一是工艺参数的精确匹配,根据材料硬度、表面粗糙度要求、加工效率目标选择合适的滚压工具类型;二是设备集成能力,评估滚压工具与现有机床的兼容性,以及自动化生产线的适配性;三是技术服务体系,选择具备非标定制能力和工程技术支持的供应商,确保特殊工况下的技术保障。
精密加工技术的发展方向是效率与质量的协同提升,滚压技术作为塑性加工的重要分支,其在表面强化、尺寸精度控制、加工效率提升等方面的综合优势,将在制造业转型升级中发挥更大作用。