

欢迎关注【精恒工具】,您的支持是我们前进的动力!


使用滚压头加工内孔,滚压过后的产品光洁度一直是首要问题,对于一些产品滚过不光,光而不匀,匀而有痕的使用效果一直是滚压头使用过程中一些非常突出的问题,下面我们就滚压头使用过程中影响光洁度的一些因素作介绍:
(1)原始表面质量:滚压前镗孔的表面质量必须保证在▽5以上,且要求整个表面均匀、平整、无划伤,经滚压后才可以保证▽8~9光洁度;
(2)滚压过盈量:所谓滚压过盈量,就是复合镗滚头工作时滚压部分的直径与滚压前零件直径的差,其值为正。其实过盈量的大小反映滚压力的大小。
过盈量的大小直接影响着金属的变形。过盈量太小不能使原始表面的波蜂压下去,达不到理想的光洁度,过盈量太大,零件表面局部应力很大,以致超过材料本身的强度,造成零件表面破裂、剥落,反而破坏了表面光洁度。如下图。
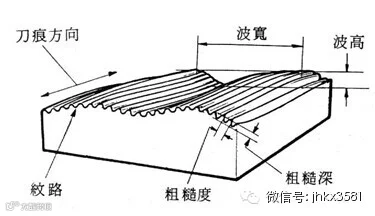
表面粗糙度
滚压过盈量的选择一股与零件直径、材料的机械性能(硬度、塑性)及滚压前的表面质量等有关。¢140毫米缸体滚压过盈量选择在0.13~0.18毫米之间,
(3)加工工件的材料机械性能:主要是材料的硬度和延伸率。一般软而塑性好的材料较为容易提高表面光洁度,宜采用较大的滚压过盈量,
(4)滚压次数:当第二次的滚压过盈量稍大于前次的时候,增加滚压次数可以提高表面光洁度,但一般滚压次数不超过三次,次数过多会造成表面疲劳、破裂;如果前后两次滚压过盈量不变,也就是滚压力没有增加,金属的变形仍与前次相同,则表面光洁度也不能再提高。
通过以上介绍和说明,使我们了解到滚压头制造、选择、使用技术以及使用前的准备工作都与产品滚压的光洁度有关联。此文针对不同尺寸金属工件,仅供参考。
本文由宁波精恒工具厂发布,转载请注明地址:http://www.jh-tool.com/newsd-nid-85.html
【联系方式】
精恒工具市场部业务电话:0574-88459150
0574-88071150
传 真:0574-88459148
电子商务交易咨询电话:0574-88073581
工作 QQ:2850978926
阿里旺旺:kaixiangjingheng
精恒热处理加工业务电话:0574-88071148
传 真:0574-88071148
常州分公司负责人电话:18606627316
18657408216
添加公众微信,扫描二维码。也可直接加号:jhkx3581
