

欢迎关注【精恒工具】,您的支持是我们前进的动力!


滚珠是滚压头的关键元件,直接影响孔的加工质量与生产效率。滚柱结构形状有三种(图3所示),经生产使用证明,对于中小直径深孔滚压,图3a滚柱滚压效果最理想,因为,前滚入锥除起引导作用外,还使滚压逐步进入.圆柱面部份使孔面得到充分变形和熨压。前锥斜角a。根据不同材质取为3 ~5。,硬材质选小值,塑性材质选大值,中间具有较窄圆柱面b,根据使用经验b=1~3mm,后锥斜角d=45′~ 1°,可减少与孔壁摩擦.塑性大的材料取大值。
图3b为单圆弧圆锥滚柱,适用于大深通孔和盲孔滚压的双排滚柱滚压头。
图3c为双圆弧圆锥滚柱.适用于单排滚柱大深通孔滚压.制造较麻烦,但一次行程可达到两次滚压或双排滚柱滚压效果,滚柱直径d柱≥12mm,以利制造和使颈部有足够的强度。
图2 滚压头结构
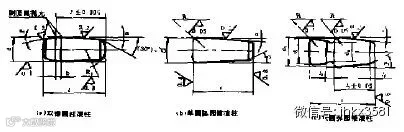
图3 滚柱
滚压头滚珠主要参数如下:滚柱直径d柱=(0.1 l~0.1 7)D孔 (D孔 — 被滚孔径),大孔取小值,反之取大值,滚柱直径公差取 0.01~0.015mm;圆弧R=(0.11~0.13)d柱,斜角d=45′~ 1° ;滚柱长度l= 15~35mm,小滚柱取短,反之取长,a)、c)两种要保证l1±0.05mm要求;热处理:d柱<φ12mm;尾端面与滚柱外圆垂直度公差0.02mm。每组滚柱直径相差,d柱< φ12mm 时,为0.004mm,d柱>12mm时,为0.006mm,滚柱的数量D孔<φ60mm时,取4~ 6个,D孔>60mm 时,取8~1 6个,滚柱多,接触面大,可加大进给量以提高效率。
本文由宁波精恒工具厂发布,转载请注明地址:http://www.jh-tool.com/newsd-nid-87.html
【联系方式】
精恒工具市场部业务电话:0574-88459150
0574-88071150
传 真:0574-88459148
电子商务交易咨询电话:0574-88073581
工作 QQ:2850978926
阿里旺旺:kaixiangjingheng
精恒热处理加工业务电话:0574-88071148
传 真:0574-88071148
常州分公司负责人电话:18606627316
18657408216
添加公众微信,扫描二维码。也可直接加号:jhkx3581
