

欢迎关注【精恒工具】,您的支持是我们前进的动力!


滚压头旋转式加工内孔的方法用旋转滚压加工内孔是表面塑性变形加工的一种。研究表明,这种加工方法产生的轴向力不大,所以在车床、床车、铣床和组合机床上都可以应用。
滚压头固定在刀杆上,滚压头与刀杆保持同轴。加工内孔时(图1),其轴线相对于工件的旋转轴线倾斜一个角度δ,使球状滚压头的几何中心位于工件的旋转轴线上。
图1旋转滚压头的加工内径。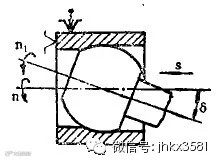
当工件旋转速度为n时,纵向进给为s。滚压头与工件接触时,被工件带动,以速度n1旋转。而且,当工件每转过半转时,在工具与工件的任何一个接触点上,滚压速度就改变方向。因此,轴向力即作用在工具上的方向相反的力的代数和就减小。当δ=0时,滚压就变为推挤。
用旋转头滚压内孔可使被加工孔的横截面获得很高叭几何精度(因为精度不受滚压头轴线倾斜的影响),被加工孔径可达30mm。共中包括盲孔以及未经精加工的长孔。
在成批生产中使用旋转滚压头效果最显著。它的结构简单(在宁波精恒工具车间,滚压头的单件工时为10~20min),并且不需要改装金属切削设备。
在大型零件上加工直径达30mm的孔时,由于零件组在拉床或压床上无法安装,所以旋转滚压头乃是表面塑性变形加工的唯一工具。在大批大量生产中,应用滚头是否合理须视具体情况而定。例如,工件在六角车床上加工之后,如果还须进行推削,那么用旋转滚压头代替推削加工可以降低制造成本。
在通常采用的δ角数值时,孔加工长度为15~100mm。研究表明,旋转滚压头最多一次可连续加工2000m长面,孔加工表面的精度可达6级,塑性材料加工表面粗糙度R.=0.02μm。滚压加工前的精度和表面粗糙度可根据普通挤压加工推荐的数据选用。
滚压头的安装工具如图2所示。装有滚压头1的刀杆2固定于轴3上。轴3装在壳体6内,以轴承5为支承。刀杆的轴向移动由销子限制。螺盖4可调整轴承部件。该夹具能补偿安装误差。
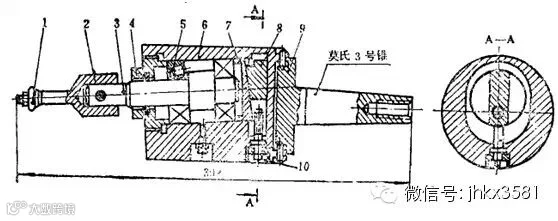
图2
滚压头如果轴线与工具旋转轴线在垂直于工具旋转轴线的平面内不相交,可通过尾柄9加以调整。用螺钉将尾柄9固定壳体上,使之能沿轴向移动。用斜边垫圈7、楔铁8和螺钉10可调整滚压头的位置,使其球状几何中心与工件的旋转轴线相重合。为了固定滚压头的轴(检查误差时),螺盖上装有螺钉。宁波精恒工具厂制定出用旋转滚压头加工内孔的计算方法,计算的原始资料是产品图纸;被加工材料的机械性能以及完成此道工序所用设备的说明书。
本文来源:http://www.jh-tool.com/newsd-nid-70.html
【联系方式】
精恒工具市场部业务电话:0574-88459150
0574-88071150
传 真:0574-88459148
电子商务交易咨询电话:0574-88073581
工作 QQ:2850978926
阿里旺旺:kaixiangjingheng
精恒热处理加工业务电话:0574-88071148
传 真:0574-88071148
常州分公司负责人电话:18606627316
18657408216
添加公众微信,扫描二维码。也可直接加号:jhkx3581
