本文发布已获得《都市快轨交通》授权
原文发表于《都市快轨交通》
2025年 第3期
如有转载请联系版权方,标明出处
吕文昊1,陈鹏2, 3, 4,段玉振2, 3, 4,费维周5,段海滨2, 3, 4,辛涛6
1研究背景
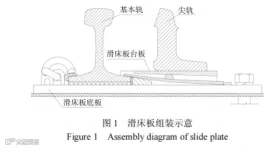
道岔转辙器部位的滑床板具有与轨枕或道床连接、防止基本轨翻转、支撑尖轨等功能[1],尖轨在滑床板台板上滑动,实现了转辙器尖轨的扳动转换,如图1所示。
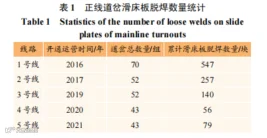
常规城市轨道交通道岔滑床板采用焊接结构,滑床板底板与滑床板台板之间采用焊接工艺连接,运营时容易出现滑床板底板与滑床板台板脱焊现象及滑床板台板前端扣压基本轨位置压舌断裂现象[2],导致基本轨扣压失效、基本轨位置无法固定、基本轨外翻等病害,进而导致尖轨无横向支撑[3]。针对以上问题,本文基于南宁轨道交通道岔区的滑床板病害及整治需求,从结构设计、铸造工艺、降低表面摩擦系数、无损检测等方面对滑床板技术进行研究。南宁轨道交通目前运营线路共计5条,从线路开通至今,滑床板底板与滑床板台板脱焊现象严重,养护维修量大,安全隐患较大。具体滑床板脱焊情况统计见表1。
此外,根据滑床板保养要求,需定期在滑床板表面(台板)涂机油以保证其润滑,每组道岔涂油耗费约0.3h,每月覆盖1次。南宁轨道交通1~5号线正线共计260组道岔,每年耗费约936工时。另外,首尾站折返道岔每月加密涂油1次,即每月2次,每年耗费约212工时。机油会浸润整个台板并吸附大量尘埃,故须将焊缝表面油渍及尘埃的混合物清理干净后再进行焊缝裂纹检查,工作量较大且易出现漏检。另一方面滑床板涂油造成了轨行区污染严重,且侵蚀扣件弹性垫板,导致垫板吸油膨胀,失去原有弹性,影响垫板的耐久性。以上问题对列车运营存在较大安全隐患。针对焊接式滑床板存在的以上问题,国内从2021年开始研究采用整铸式滑床板方案,如陈鹏等[4]针对道岔焊接滑床板频繁脱焊及压舌断裂问题,基于数值仿真方法和疲劳伤损理论,分析滑床板失效的原因,提出滑床板结构的优化建议。张宏亮等[5]从制造工艺(优化为整铸式)、材质、增加滑床台宽度和压舌根部倒圆半径值等角度进行优化改进。优化后的方案在减少压舌断裂、滑床台脱焊等方面起到了比较好的效果。但在实践中也发现个别常规方案的整铸式滑床板存在铸造夹渣影响使用寿命的情况。主要是因为整铸式滑床板铸造工艺复杂,易出现夹渣、缩松等问题,废品率较高,造价也较高,如图2所示。另外,现有道岔滑床板无法进行轨距调整,给养护维修带来不便。本文从滑床板结构设计、铸造工艺、降低表面摩擦系数、无损检测等方面对滑床板的设计、生产、检测各关键环节进行了优化改进。

2结构设计优化
2.1外形结构优化
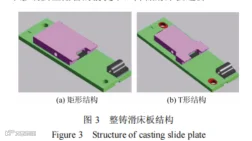
滑床板台板由矩形结构优化为T形结构,如图3所示,包含宽度较大的T形头端和宽度较小的T形尾端,T形头端设有压舌,在不降低压舌处承载能力的前提下,尽可能降低材料用量,针对本项目提出的T形结构方案相比矩形方案降低材料用量10%,在保证不影响安全储备的前提下,降低滑床板造价。
2.2轨距调整量优化
运营状态的道岔在维修时会有调整轨距的需求,但传统焊接型滑床板及整铸式滑床板均没有轨距调整功能。本次优化将螺栓道钉孔由圆形优化为长圆孔,并在长圆孔内增设调节垫圈,以实现轨距的调整,轨距可调范围为:+8~–8mm,提高了道岔维修的便利性。
3铸造工艺优化及铸造质量检验
3.1铸造工艺优化
铸造的方式有砂型铸造(机器造型)、熔模铸造、压力铸造和消失模铸造等。各自的公差等级不同,其中砂型铸造,平面度公差为0.5,厚度公差为±0.5mm,参照《铸件尺寸公差、几何公差与机械加工余量》(GB/T6414),DCTG9级的铸造等级无法满足产品质量要求。需要通过对承轨面基准面机加工才能实现,非设计的初衷。加之砂型铸件易产生冲砂、夹砂、气孔等缺陷,难以保证滑床板的内在质量,故不予以采用。熔模铸造方式生产的滑床板尺寸精度较高,能够保证承轨面平面度0.5的公差要求。但是在高温焙烧铸型时,铸型变形控制难度较大[6-8]。压力铸造工艺产品质量好,尺寸稳定,能够保证承轨面平面度0.5的公差要求,但铸件的塑性低,不宜在冲击荷载及有振动的情况下工作[9]。消失模铸造工艺铸件几何尺寸精度较高,能够保证承轨面平面度0.5的公差要求,但是该铸造方式对湿度和造型强度要求较高,铸型在气化过程中易产生气化气孔,当造型强度不足时,又容易出现粘砂现象[10]。通过对上述铸造工艺调研和比选,最终选择熔模铸造,通过控制承轨面的平面度和变形部位增大加工余量的方式避免因铸型变形导致的铸件尺寸超差问题。
3.2铸造质量检验
滑床板采用铸造工艺,铸态组织带有气孔冷隔等铸造缺陷,由于缺陷位于零件内部,需采用超声波或者X-RAY等无损检测手段对内部缺陷进行检测。若采用超声波检测,整铸滑床板对波形的解释带来很大困难,故一般不采用。X-RAY能够进行内部缺陷的检测,但是由于X-RAY成像叠加,加之滑床板压舌部位布片困难,采用X-RAY检测也很难进行判断。为此一般采用工业CT进行检测,利用射线在某种材料中衰减遵循一定的函数规律,以及该分布函数的线积分完全确定,对不同衰减位置进行图像重建,形成金属内部横断面虚拟的计算机层析图像,利用该图像对金属内部缺陷进行判定。通过比选,最终选用工业CT对滑床板内在缺陷进行检测。通过对关键部位气孔数量、砂眼数量、缩孔、裂纹、热裂等进行检测统计,评判滑床板内在质量。
4表面免涂油设计
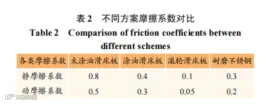
道岔滑床板的涂油工作是道岔主要的养护维修工作内容之一,通过在滑床板上涂油,一方面起到防锈作用,另一方面降低尖轨与滑床板之间的摩擦系数,以减少扳动阻力,降低不足位移。涂油不仅对轨行区造成污染,且侵蚀扣件弹性垫板,侵蚀后的弹性垫板刚度变化较大,降低了车辆运行的平稳性和舒适性,降低了轨道设备的使用寿命。基于此,提出了采用在滑床台板表面涂覆一层减磨耐腐蚀材料,以替代既有的涂油养护方式。其制造过程采用不锈钢焊条在台板表面堆焊一层不锈钢材料,再通过表面加工,实现表面平整。减磨耐腐蚀材料为奥氏体不锈钢材料,厚度在2mm左右,该材料在滑床台板表面形成一层钝化氧化层,具有很强的耐腐蚀性,保持表面的光洁度,此外奥氏体不锈钢的硬度控制在280~300HV之间,比钢轨低,不会对钢轨轨底产生磨痕。通过表面强化减磨材料能有效降低摩擦系数,并具有良好的防锈蚀功能,以实现不涂油免维护的目的。不同方案材料的摩擦系数见表2。
5理论仿真及试验
5.1理论仿真分析
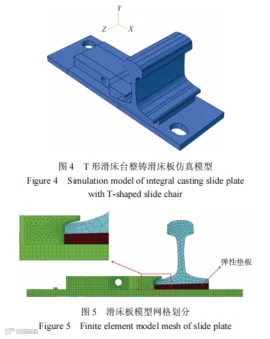
为了对比焊接型滑床板、矩形滑床台整铸滑床板及T形滑床台整铸滑床板受力情况,建立有限元模型进行计算验证。垂向荷载取150kN,单个车轮静轮载P为75kN,作用在单个滑床板的荷载约为0.5P,横向力取22.5kN[5]。仿真模型见图4、图5。
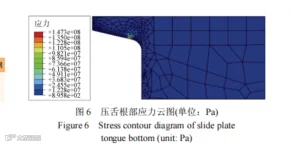
压舌及滑床板的应力云图见图6,常规焊接型滑床板最大应力出现在焊缝处,大小为291.1MPa,压舌根部最大应力值为202.9MPa;矩形滑床台整铸滑床板最大应力值出现在压舌处,大小为146.8MPa;T形滑床台整铸滑床板最大应力值出现在压舌处,大小为147.3MPa。两种类型整铸滑床板相较于常规焊接型滑床板应力值均减小了27%计算结果表明,两种类型整铸滑床板仅在压舌根部存在一处应力极值点,且应力幅值相较于常规焊接型滑床板压舌根部的应力幅值大幅降低。虽然两种整铸滑床板的受力接近,从数值上看T形滑床台整铸滑床板更优,另外T形滑床台整铸滑床板相对矩形整铸滑床板材料用量降低10%左右,造价节省10%。
5.2室内试验研究
5.2.1试验过程及试验结果
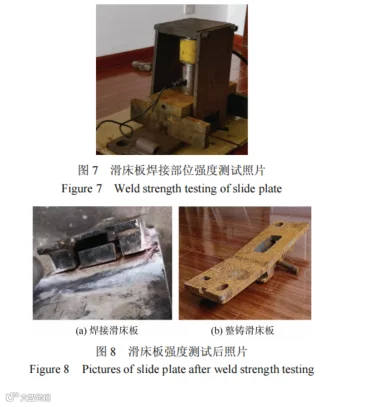
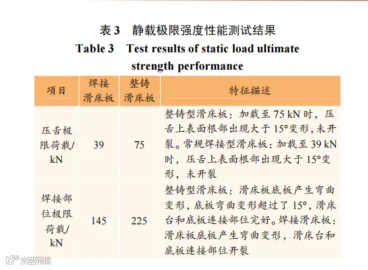
为验证所研发滑床板的可靠性,课题组试制产品,并委托第三方进行检测,检测内容主要为静载极限强度性能。鉴于国内目前尚无类似的试验方法,为了对比T型整铸滑床板与焊接型滑床板的差异,结合试验室的条件及参照相关文献,设计了极限破坏对比试验方案[5]。检测现场照片如图7、图8所示。静载极限强度性能测试结果如表3所示。
5.2.2试验结论
室内试验表明,优化后的整铸滑床板静载极限强度性能等各方面均满足规范(TB/T3396.2、TB/T3396.1、TB/T3395.1等)及设计要求[11]。两种结构尺寸的整铸型滑床板力学性能相当,均显著优于常规焊接型滑床板。
6试验段铺设及使用效果
结合以上整铸滑床板的方案优化、试制及室内试验情况,2022年在南宁轨道交通1号线折返车站进行了在线铺设(见图9),运营2年多来整铸型滑床板的工作状态良好,相比常规焊接型滑床板半年左右更换一次的情形大幅提高了使用寿命,另外轨距调整能力也显著增强,道岔养护维修的便利性大大提高。
7结束语
本文结合焊接型滑床板及现有整铸滑床板存在问题,从结构设计、铸造工艺、降低表面摩擦系数、无损检测方式等角度提出了优化改进的思路,并通过理论分析及室内试验验证了新型整铸滑床板的可靠性及优异性。在线试铺状态良好,表明提出的新型整铸滑床板大幅降低了道岔区养护维修工作量,且养护维修便利性增强,对道岔板的优化设计及病害整治具有重要意义。
消息由中国城市轨道交通网CCRM整理编辑,文章来自都市快轨交通,涉及版权请联系删除,如有转载请标明出处)