本文发布已获得《都市快轨交通》授权
原文发表于《都市快轨交通》
2025年 第5期
如有转载请联系版权方,标明出处
孙天赦1, 2,张昕阳3, 4,郝建雷1, 2,李驰3, 4,余嘉楷3, 4,申玉生3, 4
随着我国经济建设的发展,城市化进程不断加速,城市轨道交通发展迅速[1]。盾构法作为城市轨道交通建设的重要手段之一,广泛应用于城市地铁建设[2],然而由于市区内各类建(构)筑物较为密集,盾构隧道建设中不可避免地穿越建(构)筑物桩基[3]。目前盾构机已能够直接切削桩基,既能保证地面建筑结构的稳定,又能减小桩基对盾构隧道施工的影响。近年来,国内外关于盾构直接切削各类桩基的案例不断增加,李发勇[4]依托宁波轨道交通4号线盾构磨桩通过苍松路下立交工程,采用数值模拟和现场监测的手段研究了盾构掘进参数对磨桩效果的影响,并结合工程特点对盾构设备进行适应性设计。杨志勇等[5]以广州地铁12号线某区间工程为例,开展盾构切削桩群的实践研究,剖析了盾构施工关键控制措施及其切桩效果;杜闯东等[6]依托以色列特拉维夫轻轨下穿河道桩基群工程,采用模型试验的手段分析了盾构掘进参数、刀具布置对桩基破坏形态、刀盘破坏形态的影响规律,给出了最优掘进参数范围和刀具数量布置;欧阳剑等[7]采用ANSYS有限元计算软件分析了盾构组合刀具切削桩基的相互作用机理;吴志峰[8]等采用模型试验方法,研究了盾构直接切削大直径桩基的掘进控制参数以及不同刀具的切桩性能,得出了滚刀对混凝土的切削效果较好,而切刀对钢筋的切削更具优势的结论。越来越多的工程案例表明盾构直接切削桩基的可行性,然而,目前的研究主要集中于盾构切削单根钢筋混凝土桩基,对盾构连续切削钢筋混凝土桩基的研究较少,同时缺乏对刀具设计的深入规律性研究。本文依托成都轨道交通13号线四川师大—娇子立交区间盾切桩穿越娇子立交桩基群工程,对盾构连续切削钢筋混凝土桩基的刀具进行适用性优化设计,提出“滚刀+刮刀+贝壳刀+先行刀”复合刀具布置方案,并对盾构机贝壳刀进行仿真模拟与设计,并运用于工程实际。最后,通过对既有桩基桩顶的沉降监测结果和排出钢筋长度、断口统计分析,说明切桩刀盘刀具选型与设计的合理性。
1工程概况
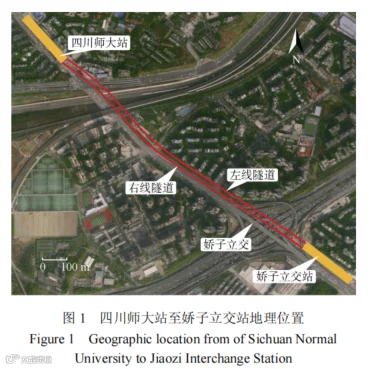
成都轨道交通13号线一期工程四川师大站—娇子立交站区间为盾构法施工区间。本区间起于四川师大站,出站后沿成龙大道北侧敷设,在穿越三环娇子立交桩基群后到达娇子立交站,如图1所示。
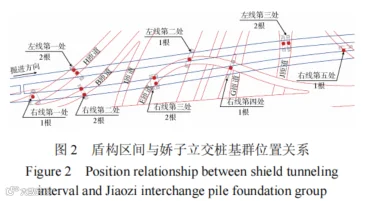
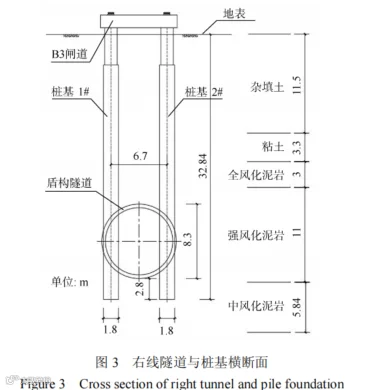
左线盾构区间长度为1376m,右线盾构区间长度为1399m,线间距14.1~20.8m,结构最小覆土埋深约12m,最大覆土埋深约20.8m。成都三环路娇子立交桥梁上部结构为跨径25~36m的连续钢箱梁或预应力混凝土梁,下部结构均采用桩基础,桩径为1.5m或1.8m,桩基为嵌岩桩,桩端持力层为中风化泥岩。盾构区间隧道线路与娇子立交桩基群空间有8处重叠(共计12根桩基),其中,盾构左线切削5根桩基,右线切削7根桩基,如图2所示。本文以右线隧道同时切削娇子立交B匝道2根桩基(图2中右线第二处位置)作为典型工况,盾构隧道与B匝道2根桩基横断面位置关系及地层情况如图3所示,桩基分别编号为1#桩基和2#桩基。
2盾构切桩刀具选型研究
2.1刀盘和刀具选型
2.1.1刀盘选型
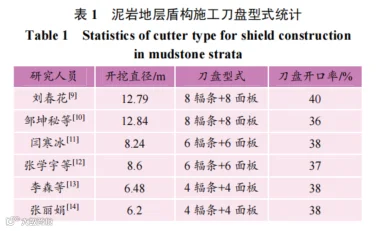
刀盘选型主要考虑地质条件和刀具因素影响,辐条式刀盘可使渣土进入土舱较为顺畅、不易黏结和堵塞刀盘,面板式刀盘能保证盾构切桩时的刀盘强度和推进力,降低刀盘刀具磨损。调研泥岩地层盾构施工刀盘型式见表1,以辐条+面板复合式刀盘为主,在有足够支撑的前提下,尽量减小刀盘与泥岩之间的摩擦,较大的刀盘开口率能有效避免刀盘中心处结泥饼,结合依托工程盾构开挖直径为8.3m,采用6辐条+6面板型式刀盘。
2.1.2刀具选型
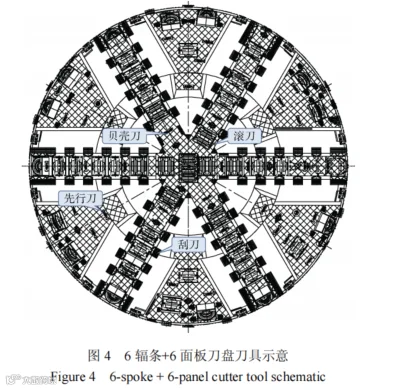
考虑到常规段掘进与连续切桩段掘进的区别,常规掘进时盾构以开挖泥岩地层为主,连续切桩段以切削钢筋混凝土桩基为主,因此,在连续切桩段增设先行刀、贝壳刀,先行刀采用超前布置,在切削工作前对土体进行扰动,使之松软,加强刀盘切削能力,连续切桩段刀具配置为滚刀+刮刀+贝壳刀+先行刀的形式,刀盘刀具示意如图4所示。其中,切削钢筋混凝土桩基,尤其是切断钢筋主要以贝壳刀为主,其具备较大的强度和刚度,为盾构连续切桩创造条件。
2.2贝壳刀参数设计
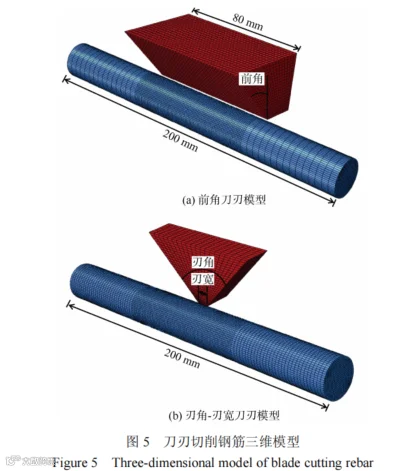
采用ABAQUS有限元分析软件,由于刀盘整体建模计算量庞大,且钢筋切削为局部动态接触问题,采用局部加密网格的简化模型可精准捕捉刀刃-钢筋接触区域的应力分布,以三维侵蚀面-面接触算法考虑边部刀刃与钢筋的动态接触。对贝壳刀的前角、刃角以及刃宽进行设计,选择Φ25mm的钢筋作为研究对象,刀刃切削钢筋深度取4mm,切削速度取0.2m/s,切削方向为X轴负方向,钢筋长度取200mm,钢筋受刀刃切削影响区长度取80mm。刀刃和钢筋均采用实体单元,在钢筋的切削区域对网格进行局部加密处理,加密区域的钢筋单元尺寸长度约为1mm,未切削部位的钢筋单元尺寸长度约为2mm,刀刃切削钢筋模型如图5所示。
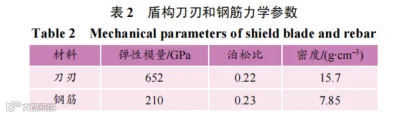
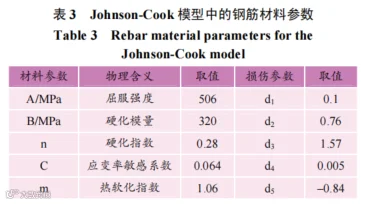
刀刃为合金材料,在模型中设定为刚体,钢筋本构模型为Johnson-Cook本构,采用模型自带的剪切失效准则作为切屑分离的主要依据,钢筋的材料参数选取参考了与其力学性能相近的45号钢。盾构刀刃与钢筋的具体材料参数见表2和表3。
盾构刀刃对钢筋的切削过程本质上属于一种侵彻动力学问题。考虑到刀刃与钢筋之间在切削过程中的动态接触特性,将其简化为刚体与柔体之间的面-面相互作用,为准确模拟这一复杂接触行为,采用基于罚函数的面-面接触算法。在接触设置中,切向作用被设定为“罚”接触,以确保在接触面上产生合理的切向力;法向作用则采用“硬接触”处理,即当两者接触时,允许发生接触压力的传递,但不允许接触面之间存在穿透。此外,设定摩擦系数为0.2,以反映实际切削过程中可能存在的摩擦效应,并选择有限滑移公式模拟接触面间的相对滑动。在边界条件设置上,为了确保钢筋在切削过程中的稳定性,将钢筋下半圆的所有节点自由度均予以约束。为了简化计算过程,设定刀刃切削速度为0.2m/s,方向为X轴负方向。
2.3刀刃前角对切削钢筋的影响规律
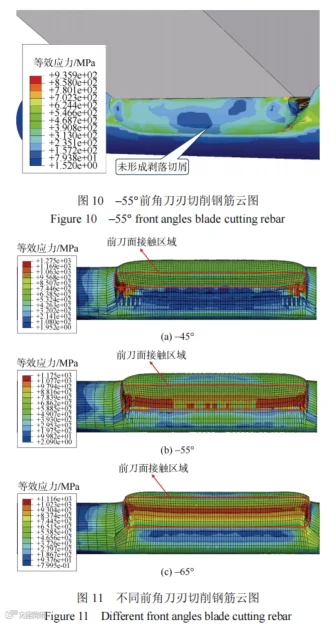
为了研究不同刀刃前角对切削钢筋的影响效果,设置–15°、–25°、–35°、–45°、–55°、–65°共6种刀刃前角计算工况。以–45°刀刃前角工况为例,分析盾构刀刃动态切削钢筋过程。图6为–45°前角刀刃切削钢筋过程的等效应力云图。
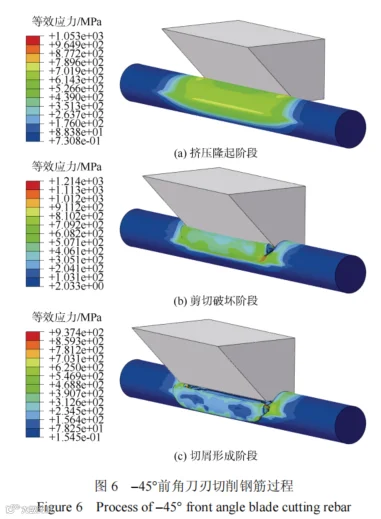
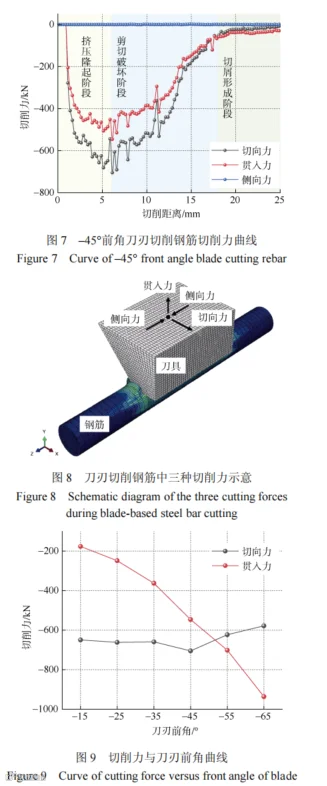
钢筋作为一种具有良好塑性的金属材料,将刀刃切削钢筋的过程归纳为3个阶段,第1个阶段是挤压隆起阶段,钢筋受到刀刃的作用从而发生塑性变形,在接触区域因受到挤压而压缩,同时沿切削方向产生隆起变形;第2个阶段是剪切破坏阶段,随着刀刃切削的持续推进,刀刃前刀面下方和左右棱边的钢筋被剪切开裂产生明显的破裂面;第3阶段是切屑形成阶段,在刀刃的持续挤压和剪切作用下,前刀面和左右棱边产生的破裂面贯通连接,钢筋剥落形成切屑。在整个切削过程中,刀刃对钢筋产生较为强烈的切削方向的挤压和向下的贯入作用,应力主要分布在钢筋与刀刃接触前方以及左右侧区域,各阶段的最大有效应力基本位于刀刃与钢筋接触的左右侧范围内。最终形成的切屑体积明显小于原有切削区域内钢筋体积,这一现象主要由2个因素造成。其一,钢筋作为一种具有良好塑性的金属材料,在切削过程中,金属晶体会因受到挤压而发生体积收缩。其二,由于Johnson-Cook本构模型自带剪切失效准则,切削过程中将自动删除已达到应变失效阈值的单元。图7为–45°前角刀刃切削钢筋的切削力变化曲线。刀刃切削钢筋过程中的切削力可以分为3种:沿切削方向的切向力、下压钢筋的贯入力、刀刃两侧对钢筋的侧向力,如图8所示。刀刃切削钢筋的过程中以切向力、贯入力为主,侧向力极小,且贯入力始终小于切向力。曲线整体呈上升-波动-下降的规律,即当刀刃接触钢筋后,切削力从零开始逐渐增大至峰值,最大值出现在切削总距离的1/3左右处,与挤压隆起阶段相对应;随后在刀刃持续切削的过程中,切削力在峰值附近动态波动,随着破裂面的不断扩大,切削钢筋所需的切削力不断降低,与剪切破坏阶段对应;完成切削形成切屑后,切削力减小至零,与切屑形成阶段对应。图9为切削力与刀刃前角曲线。盾构刀具所受贯入力的大小与刀刃前角呈正相关关系,即刀刃前角越大,贯入力也越大;前角在–15°~–45°范围内时,刀具所受切向力的大小无明显变化,当前角增大至–55°、–65°时,切向力明显降低,且此时贯入力大于切向力。主要原因是负前角越大,刀刃前刀面与钢筋的接触面积越大,其对钢筋的贯入作用比剪切作用更加明显和强烈,当贯入力大于切向力时刀刃已无法将切削钢筋形成剥落的切屑,如图10所示。负前角越小,前刀面与钢筋的接触面积越小,刀刃易出现应力集中现象,加速刀具的磨损,如图11所示。从切削钢筋形成切屑且尽量延缓刀具磨损消耗的角度选择采用前角–45°的刀刃。
2.4刃角和刃宽对切削钢筋的影响
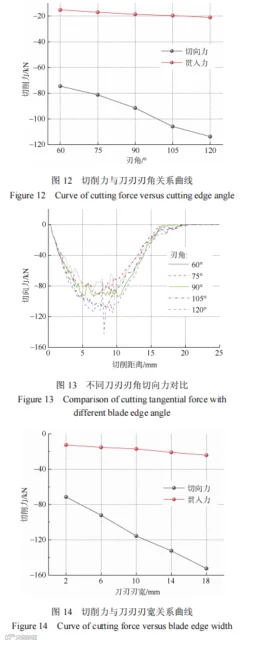
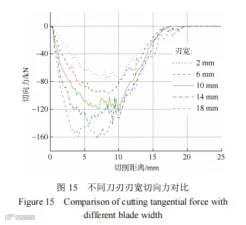
为合理设计贝壳刀的刃角与刃宽,研究不同刃角与刃宽对切削力的影响。取刀刃刃宽为6mm,调整刀刃刃角分别为60°、75°、90°、105°、120°切削钢筋,得到切削力与刀刃刃角关系如图12所示。图13是不同刀刃刃角在切削过程中的切向力变化曲线。取刀刃刃角为90°,调整刀刃刃宽分别为2、6、10、14和18mm切削钢筋,得到切削力与刀刃刃宽关系如图14所示,图15是不同刀刃刃宽在切削过程中的切向力变化曲线。由图12和图14可知:在一定范围内,切削力与刃角和刃宽均呈线性关系,即刃角和刃宽越大,切向力和贯入力越大;在刃角-刃宽计算模型中,刃宽为6mm时,刃角每增大15°,则切向力和贯入力相应分别增大约10kN和1.5kN;刃角为90°时,刃宽每增大4mm,则切向力和贯入力相应分别增大约20kN和3kN。在相同条件下,切削力对于刀刃刃宽的敏感程度均明显大于刀刃刃角。由图13可知:在刃宽一定时,刃角的变化不影响切向力随刀具切削钢筋距离的变化趋势,对比5种刀刃刃角工况,刃角为90°时切向力的波动幅度较小,且切向力维持在峰值附近的时间较长,较大的刃角可以提高刀具的耐磨性,较小的刃角能够提升刀具切削钢筋的效率,综合两者优点,刃角取值为90°。从图15可知:切向力随着刃宽的增大而不断提高,但刃宽的变化不影响切向力随刀具切削钢筋距离的变化趋势,较大的刃宽能够增加刀具切削钢筋的区域,提高刀具切削钢筋的效率,但对刀盘刀具有较高的需求;较小的刃宽所需的盾构推进力较小,但同时切削区域较小,形成的切屑体积较小,切削效率不高。综合两者的优点,刃宽取值为10mm。
2.5盾构刀盘刀具布置方式
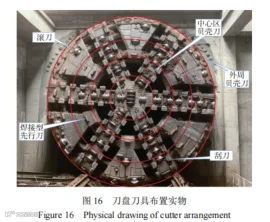
盾构刀盘刀具布置方式主要有阿基米德螺旋线和同心圆2种形式,前者对于非全断面切桩工程,切桩刀具数量会随着刀盘的旋转而不断变化,切削稳定性不如后者。同心圆布置可以通过同一切削轨迹上的多把刀具共同对所在切削轨迹的桩体进行切削破除,有利于降低刀具的磨损。参考已有案例,依托工程采用同心圆布置。贝壳刀尽量对称分布,增强刀盘的切削能力,防止刀盘不均匀受力,影响掘进效果。在刀盘外周布置10把焊接型贝壳刀,刀盘中心区域考虑到泥岩地层刀盘中心易结泥饼,增设8把贝壳刀并尽量分散布置,布置轨迹半径为1975、1708、1619、1530、1352、1085、996和907mm,如图16所示。
3盾构机系统的改造
3.1盾构机刀具改造
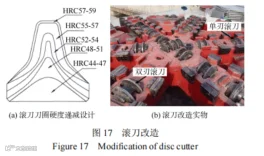
盾构滚刀刀圈采用高韧性耐磨刀圈,使用H13K高级合金钢。刀圈采用特殊淬火工艺处理,实现刀圈硬度梯度递减设计,刀刃硬度高、耐磨、芯部硬度低、韧性好等特点,如图17所示。
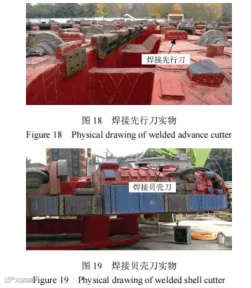
在盾构切削桩基时,滚刀对桩基混凝土有碾压和拉裂的作用,但滚刀对桩基内部的钢筋仅有碾压和磨蚀作用,切削钢筋效率低,且极易造成滚刀刀箱卡死、偏磨等。增设32把焊接先行刀,可有效切割钢筋,利于螺旋机排出,如图18所示。刀盘面板增设18把焊接贝壳刀,增强刀盘的切削能力,对滚刀碾压过区域二次切削,便于刮刀顺利切削进土仓,减少刮刀负荷,避免磨桩冲击过大导致边缘刮刀和正面刮刀硬质合金的脱落,同时贝壳刀能在滚刀无法转动的情况下起到分割土体的作用,使刀盘切削效率不受影响,如图19所示。
3.2盾构螺旋机改造
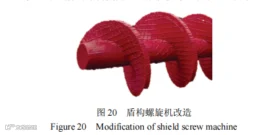
螺旋机直接排出盾构磨桩产生的钢筋条和混凝土碎块,可能造成螺机口卡死,导致螺旋机无法正常排出渣土。为确保螺旋机能够正常工作,改造后的螺旋机具有轴向伸缩功能,螺旋机轴采用Q355B的新制实心轴,叶片双面耐磨网格堆焊,螺旋机前筒体内部加整圈复合钢板堆焊,螺旋机壳体前2000mm范围安装耐磨条,螺旋机轴前2节距叶片增加合金块,可满足螺旋机直排钢筋时结构受力和耐磨性要求,如图20所示。
4盾构切桩过程中施工控制
1)盾构掘进速度控制。盾构接近桩基前2m进行降速,速度控制在20~30mm/min。磨桩开始时速度应控制在3~5mm/min,刀盘转速控制在1.0~1.2rpm,刀盘贯入度控制在3~5mm。2)推力及扭矩控制。盾构用较小的推力掘进。由于刀具切磨桩时钢筋的不完全切削、缠绕以及拉断,可能产生瞬间扭矩增大的问题,应把扭矩控制在5000kN·m内,当达到设定值时可以采用反转的办法,以避免刀具的损伤和刀盘的变形等。3)盾构姿态控制。严格控制推进油缸压力,避免左右软硬不均盾构姿态发生偏移。4)出土量控制。严格控制每环出土量,将地面监测信息与土压力、出土量等要素结合分析,及时进行调整。5)渣土改良。以分散性泡沫剂改良为主,使用不少于6路泡沫注入,原液比例调整为3%~4%,发泡率提升6~8倍,根据掘进速度和渣土干稀状况调整泡沫流量,同时根据渣土和易性和流动性情况,辅以刀盘喷水改良。6)同步注浆量控制在7.0~8.5m3/环,以注浆压力控制为主,压力控制在2~3bar。7)每环在管片上半部进行二次注浆,并每隔5环进行做1次环箍,浆液采用双液浆,凝固时间30~40s。8)磨桩过程中,盾体沿径向向地层间隙注入克泥效浆液,注入量为1.5m3/环。9)出渣量采用重量、体积双重控制,体积控制范围为123±2m3、重量控制范围为216±3t。
5盾构穿越娇子立交桥测试分析
5.1桩顶沉降分析
盾构在穿越娇子立交桥桩基群之前,对所有侵入隧道界限内的桩基进行桩基托换,将既有桩基进行断桩处理,并在盾尾脱出管片后通过预留的注浆孔及时对隧道周围地层进行径向注浆加固。选取娇子立交B匝道桩基监测数据进行分析。在娇子立交B匝道1#桩基和2#桩基每个墩柱上各布置2个沉降测点,用以互相校核。连续监测45d,完整记录盾构切削既有桩基并侧穿新建托换桩的整个施工过程,截至桩基沉降完全稳定。图21为盾构切削穿越B匝道既有桩基前后45d的桩基沉降时程曲线。由图21可以看出:右线隧道推进5d后开始切削1#桩基和2#桩基,桩基受到盾构掘进以及切削的扰动,沉降迅速增大,最大沉降分别达到2.71和2.81mm;在第8d对桩基进行洞内径向注浆,注浆效果明显,桩基沉降曲线在随后10d内出现回弹现象,回弹量约为1mm;由于节假日停工影响,监测工作在第18d暂停;在第28d恢复施工后,1#桩基和2#桩基的沉降基本趋于稳定,不断在1.75mm上下小范围波动,波动幅度不超过1mm。根据《城市轨道交通工程监测技术规范》(GB50911—2013)及工程设计要求,桥梁桩顶沉降控制阈值为20mm。本工程实测最大沉降2.81mm,稳定后1.75mm,满足规范与设计要求。
5.2钢筋排出长度及断口分析
盾构穿越桥梁桩基群后,对盾构切桩过程中排出的钢筋进行统计,分析其长度及断口形式,以此评价切桩的有效性,如图22所示。刀盘上同一辐条上贝壳刀间距约为750mm,故以750mm为分界线对排出钢筋进行统计,小于750mm长度钢筋约占76.3%,大于750mm长度钢筋约占23.7%,因此可以判断大部分钢筋被刀具直接切断;对排出钢筋的断口进行统计,钢筋的断口主要可以分为切断和拉断2种,贝壳刀直接切断的钢筋断口有明显切削痕迹,且此时钢筋的长度较短,弯折较少,这种断口的钢筋约占70.1%,钢筋未被贝壳刀直接切断而是受拉破坏的钢筋断口有明显的颈缩现象,且此时钢筋的长度较长,弯折较多,这种断口的钢筋约占29.9%。经统计分析可知,本研究的刀盘刀具改造具有一定的有效性,能够将大部分钢筋按照预期长度切断,避免钢筋在刀盘上缠绕,保证切桩效果。为取得更好的切桩效果,可适量增加辐条上贝壳刀配置数量,保证每根辐条上至少有2把贝壳刀,同时增加贝壳刀数量可减小刀具间隙,有利于提高切削钢筋效果。
6结论
本文根据泥岩地层及盾构连续切削钢筋混凝土桩基特点,依托成都轨道交通13号线盾构切削穿越娇子立交桩基群工程,采用数值模拟对贝壳刀的前角、刃角、刃宽进行设计,针对性提出盾构改造及施工控制措施,通过沉降监测结果和排出钢筋长度、断口统计分析验证了刀具改造的有效性,主要得出以下结论。1)采用6面板+6辐条复合式刀盘对于盾构机在泥岩地层中连续切削钢筋混凝土桩基可行。贝壳刀作为切削桩基的主要刀具,刀刃选用前角–45°,零后角,刃角取90°,刃宽取10mm,可以提升刀具切削钢筋效果并最大限度减小刀具磨损。2)采用滚刀+刮刀+贝壳刀+先行刀的刀具布置方式,提出的盾构刀盘改造技术和相应施工控制措施,切削桩基方案可达到预期效果。3)盾构切桩穿越娇子立交过程中最大沉降仅2.81mm,稳定后沉降控制在1.75mm左右,未对娇子立交产生明显影响,统计排出钢筋,小于750mm长度钢筋约占76.3%,切断的钢筋约占70.1%,验证了盾构刀盘刀具选型的有效性和刀具切削钢筋数值分析结果的合理性。
消息由中国城市轨道交通网CCRM整理编辑,文章来自都市快轨交通,涉及版权请联系删除,如有转载请标明出处)