


“变则通,通则久”,所谓微改造是一种时空艺术的更新,更是一种逻辑思维的转变,是对现有建设格局的改善,更是对现用流程和功能的优化。让我们一起走进信息自动化部看看那些显见成效的微改造,了解他们的“微改造”小片段.......
行政楼线路改造 颜值大提升

现实与虚拟的交互 指令必达
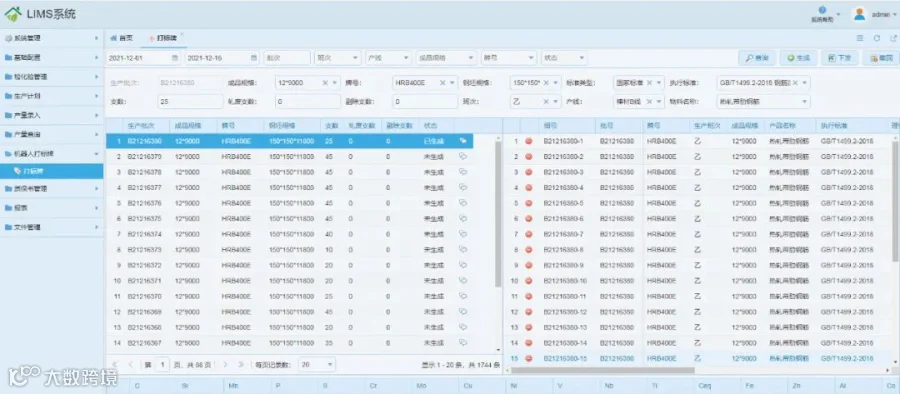
焊牌机器人是一种高度自动化的焊接设备,原来,它运作过程中的控制信息下发是在焊牌机器人界面人工输入产品名称、执行标准、牌号、重量、批号、规格等信息后,再将挂牌打印出来。现在,经信息自动化部结合质量管理部、轧钢事业部的生产需求进行改造后,焊牌机器人结合了检化验系统,经检化验系统下发生产计划,通过检化验系统中机器人打标牌界面,可以迅速查找到已经生产的产品批次、成品规格、牌号等信息。即自主选择下发指令,机器人立即执行。

微改造后,检化验系统、焊牌机器人系统、实体机器人的无缝衔接与数据接口的交互,使得打牌更高效,鼠标轻轻一点,指令必达,同时也减少了人工输入的错误率,既提高了劳动生产率,响应了公司智能制造的号召,也为六钢集团现代工艺制造的发展添加了浓墨重彩的一笔。
流程优化 促生产 提效益
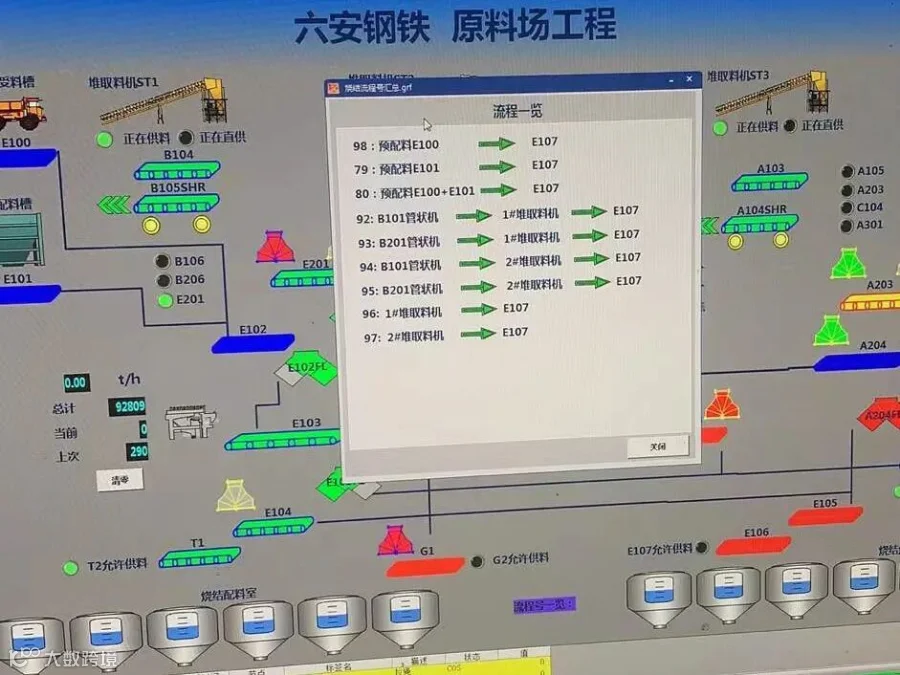
原料流程的增加涉及十一个。即烧结事业部白灰窑作业区给石灰窑供料的白云石23#和24#流程和原料事业部给烧结供料的79#,80#,92#,93#,94#,95#,96#,97#,98#九个流程。这两个部门相关的流程增加了多条皮带,信息自动化部与原料事业部共同对这些新加皮带实施手动与自动控制,可以在远程和本地对皮带进行两地控制,并在上位机中显示所有皮带的状态信息:拉绳、跑偏、过载等,同时对皮带设有预告铃,进行流程控制。

原料流程的修改包含两个,其中一个是高炉返矿流程(#63流程),另一个是烧结的C106流程。其中,#63流程是原料管理部供料系统中面向炼铁事业部的物料供给线,其中中转站所用的J110皮带需要一直就地供电使其运转,耗能较大。现从原料管理部的供料系统进行程序内部改造,配合焦化事业部的流槽改造,使其在目前的流程中停止运转,J110皮带的耗能情况得到大的改善,从节流方面为公司带来收益。另外,烧结事业部的C106插板阀的上位机和PLC程序的修改,能够实现给烧结供料的同时不需要停机(停流程),实现不间断的给两个高炉供料,改观以前高炉换仓时待料的情况,同时提产能,增效益。
焦化事业部熄焦车之速度提升
熄焦车作为焦化事业部的五大车之一,是重要的生产环节,其生产节奏的快慢将直接影响整体的生产节奏。原来熄焦车程序设有半自动运行模式,但半自动运行节奏慢,运行速度慢,等待时间长,操作人员只能以人工摇柄操作为主。现在,通过修改程序以及多次的现场模拟,在保障安全的前提下,得到了最合理的实验数据。修改程序后,其运行周期比之前加快1分钟左右,操作只需在合适的时机按下启动按钮,熄焦车就会自动运行,每个来回比之前人工摇柄操作要节约10秒左右的时间。


