

上期我们给大家展示的是怎么样检测电芯,这次我和大家讨论一下电池组的检测。
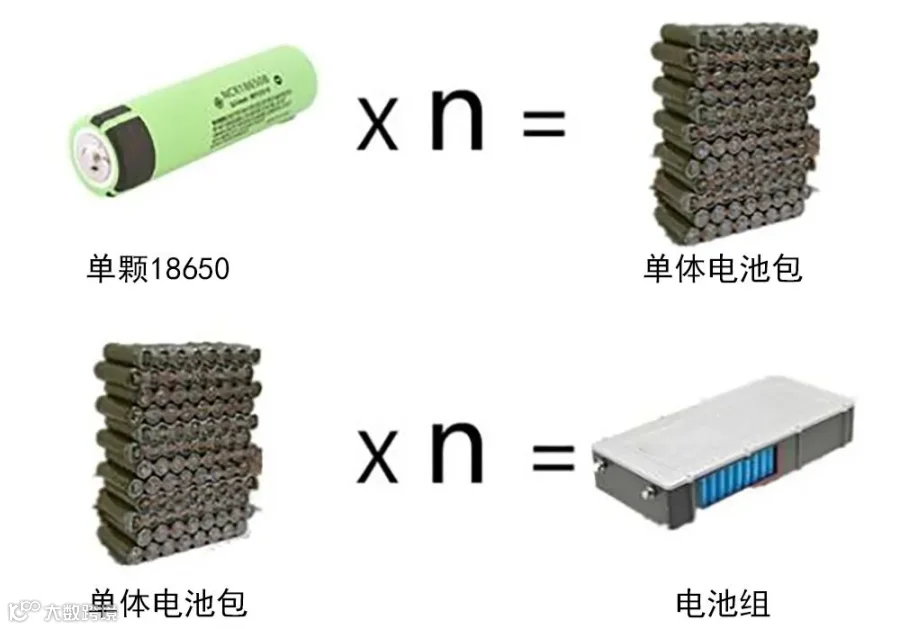
单颗的电芯,根据设计要求排列组合后组成了一个单体的电池包,再由单体电池包组合后,封装在一个壳体内,这个组件,我们就称为电池组。
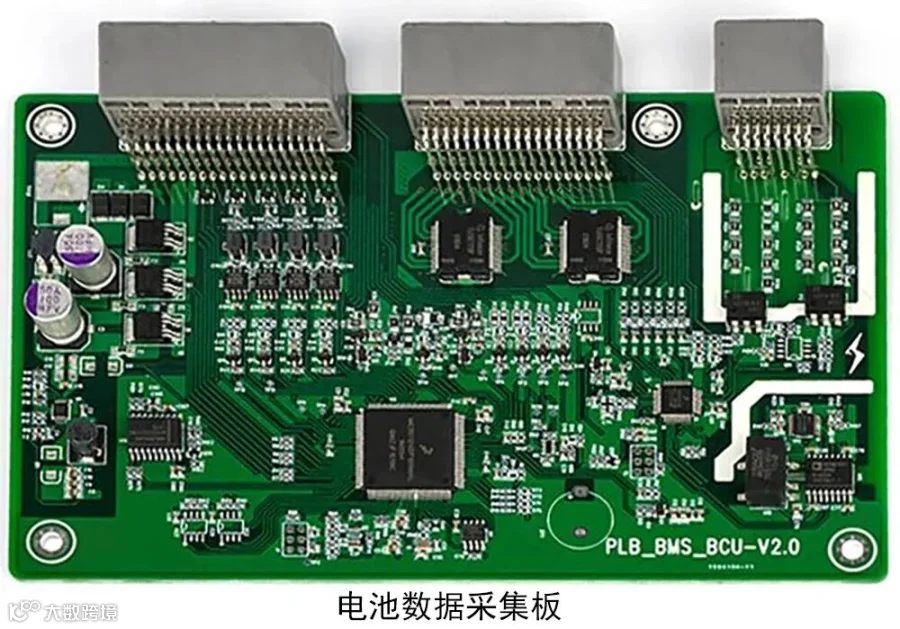
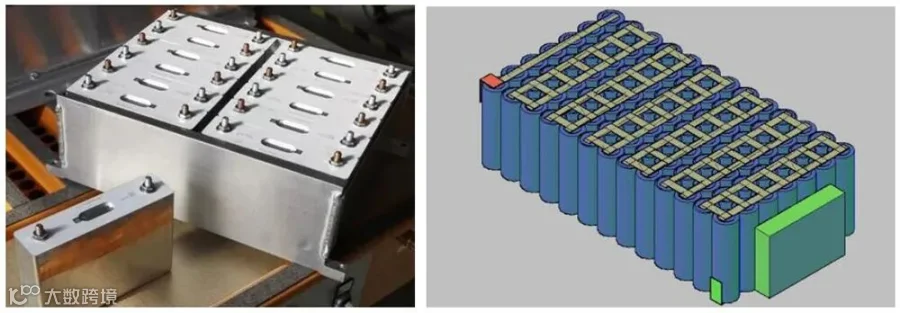
其实电池组检测方式和电芯的检测类似,也有电压、内阻等的参数。但是又有不同的地方,电池组在将电芯组合过程中会使用到母线的对电芯进行焊接连接;并且部分电池组为了方便管理和检测,还会带有电池管理系统的采集装置。
在对电池组进行测量的过程中,需要先断开电池管理的采集板,然后才能对电池组进行实际参数的测量。
母线和电芯的连接是决定电池组质量的关键工序,那怎么来检测这些母线和电池之间的焊接问题?
另外在电池组装配的过程中,有可能将电池芯包装得过紧,可能会导致电池被压扁甚至压碎的现象,那么这些现象个问题该怎么被及时的发现和制止!
我们知道通过交流内阻测量,可以判断电解质的状态,但是直流内阻的检测可以判断电荷传递的状态,这样电池组就不会被片面的判断,其实通过直流内阻的解读的使得电池组判断更加全面,有效和完整。
电芯的装配变形、挤压问题,可以通过基本的直流内阻测量来确定,或者通过在较宽的频率范围内进行阻抗测量来确定。
电池和母线的组合可以用等效电路图表示 :
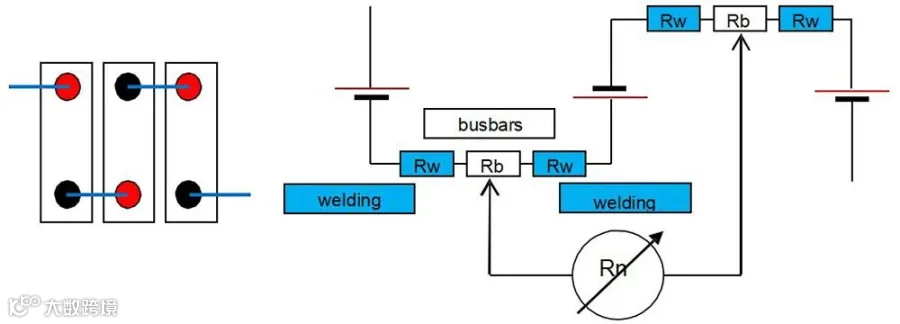
电极通常由母线覆盖,不能直接接触测量。因此Rn由单个电池的内阻(Rc)和焊接及母线电阻(Rw和Rb)组成:
Rn= Rc+2Rw+Rb (Rc >>Rw, Rb)
由于电池的内阻Rc明显高于Rw(我们需要关注的),因此很难进行绝对测量。在这种情况下,应进行相对测量:
如果电池单元(Rc)的内阻是从之前的(进厂)测量中得知的,则可以通过比较它们来确定相应的焊接和母线电阻:
Rc + 2Rw + Rb = Rn (实际) – Rn (初始) =Rc
在不同时间使用两种不同的测量装置,测量误差约为±0.5%。
将结果相互比较,以便识别/检测异常值,即平均值/平均值的电阻。由于同时使用同一设备进行测量,测量误差要小得多(约±0.1%)。
操作流程
a)测试设置
使用电池多路复用器BMUX-15/4的15个单通道,与电池单元的每个连接中心点进行串联连接。多点开关的输出连接到阻抗计(BIM或MBT)
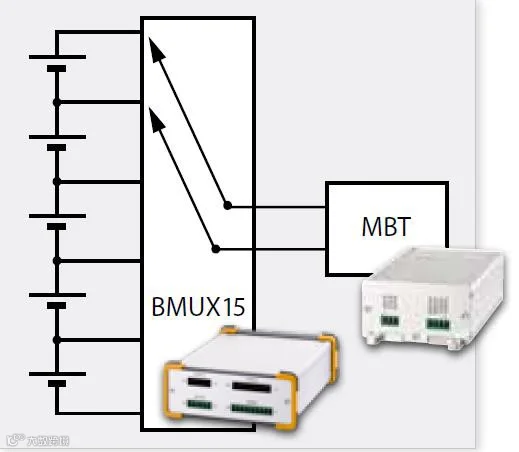
对于基本内阻测量,1KHz频率下的交流内阻足够。
如果需要检查/检测电池芯(即压碎或压扁的电池)的任何机械变化,则建议进行额外的直流内阻测量(即10Hz频率下)。
b)测试适配器(接触式)
由于mΩ范围内的内阻值较低,阻抗测量采用开尔文技术(4线)。每根母线将由2根电线连接:电流(力)和电压测量(感测)。
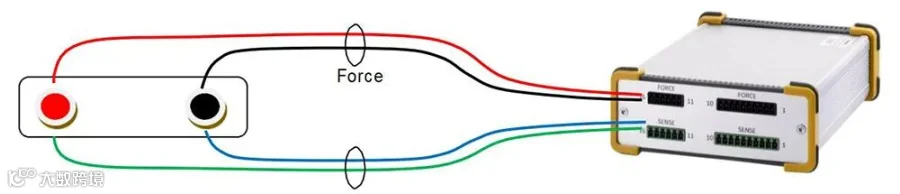
c)接线
为了避免交叉耦合/干扰,两个导线管必须分开。电流(力)和电压(感)测量线必须分开布置。导线应绞合,长度不应超过3m。建议直径:感测导线为0.25mm²,受力导线为0.5mm
d)集成到系统控制中
如果通过PLC进行控制,则主要使用RS232接口。与测量设备的通信基于一个简单的远程控制协议。
测试程序:通过电池多路复用器选择要测量的电池,然后通过阻抗计激活单个测量。
其实在电池组的检测主要是,关于母线、焊接质量的检测,因为在来料过程中,已经对电芯进行了筛选,在组装包装过程中的挤压受损还是少数的,但是大部分的问题集中在母线的焊接质量,所以上方法和设备是可以对电池组焊接质量进行快速检测和判断。
