点击蓝字|关注我们
自准直仪代表了当前角度测量技术的领先水平,其模块化设计理念使不同型号仪器能够精准应对从基础几何量检测到尖端光学系统装调的各种专业应用场景。接下来将介绍自准直仪的几大主流应用。
直线度与平面度测量
直线度与平面度测量是保证机床精度的基础。通过搭配桥板,利用首尾搭接法在全测量行程内分段移动并测量角度变化,再将角度量转化为位移量,可精确重建导轨在三维空间中的实际形态。自准直仪测量范围宽广,非常适合进行长距离系统检测的直线度测量。
对于大型平台或基座的平面度测量,则通过测量待测平面上呈米字型或网格分布的若干条直线,通过软件进行数据合成与分析。
垂直度与平行度测量
机床各运动轴间的垂直度直接影响加工件的定位精度。自准直仪借助光学直角器(如五棱镜)进行基准传递。
先测量一条导轨的直线度作为基准,然后将光学直角器置于另一导轨位置进行测量,通过计算即可得到垂直度偏差。对于双导轨的平行度检测,则需分别测量两条导轨的直线度,然后计算其共面平行度偏差。
转台轴系运动精度检测
将反射镜安装在转台工作台上,利用自准直仪实时监测转台旋转时的轴向跳动和倾角变化,可以精确评估其运动误差。自准直仪精度高达能够满足最高等级的转台检定需求。
光学元件角度误差检测
光学元件角度误差检测是自准直仪最经典的应用。对于直角棱镜,需要精确测量其90°角和45°角的制造误差;对于光学窗口,则需要测量其两面的楔角。这些微小的角度误差会直接导致光路偏离,影响系统性能。自准直仪精度高达0.05,非常适合用于高精度角度测量和校准实验。
光学系统光轴准直与共轴调试
光学系统光轴准直与共轴调试是复杂光学系统装调的核心。在调试激光器折叠腔时,需要将多个反射镜精确对准,以确保激光束与腔体轴线完美重合。
测
量
方
法
自准直仪的分度角测量组件的方法,可分为如下
三个主要类别:
(1) 直接测量测试平面的分度角变化。
(2) 将分度角变化换算为尺寸。
(3) 使用八面体(八面)或十二面体(十二面)反光
镜作为参照角度测量分割的角度的精度。
下面将介绍某些使用自准直仪的基本测量方法的示例,
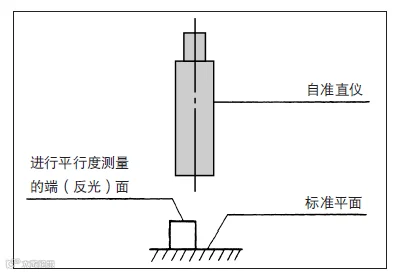
两个端面的平行度
求两个端面的十字线图像读数间的差值。
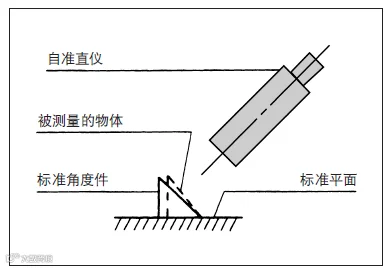
顶角误差
求被测量的物体以及标准角度件的反光面读数间的差值。
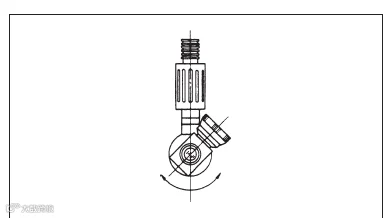
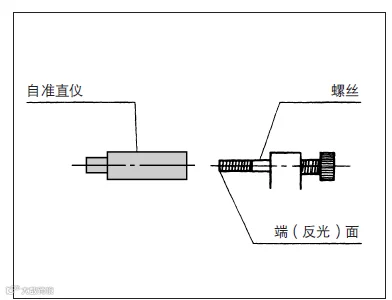
螺丝端垂直度
转动螺丝时,读取端面十字线图像的偏差。
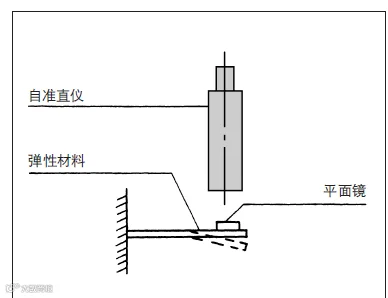
弹性材料偏差
在弹性材料上放置一个平面镜,读取平面镜震动造成的十字线图像偏差。
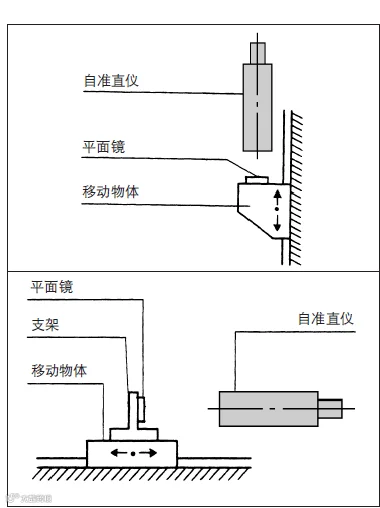
移动直线度
在移动物体上直接放置或者通过支架放置一个平面镜,然后随着物体移动,读取反光镜十字线图像的偏差。
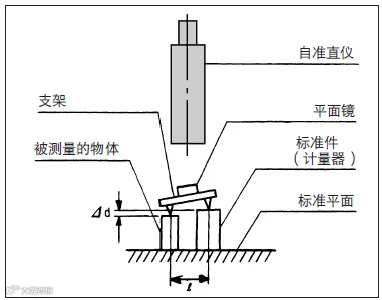
长度的微小变化
在长度确定的标准件上放置一个支架。
在支架上安装平面镜并将位置设置为 0。
然后使用要测量的物体更换标准件,并读出作为十字线,图像偏差的平面镜倾斜角度 α。
将支架两点之间的距离表示为 ɤ,则可使用以下公式计算要测量的物体长度的微小变化。
d =ɤ sin α
d 为测量的弧度。
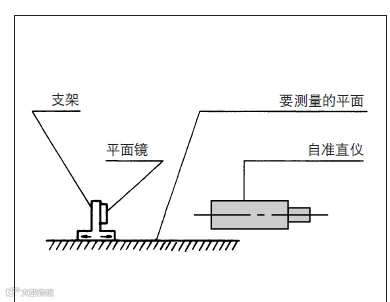
较大平面的直线度
将安装平面镜的支架沿着要测量的平面滑动,然后读出平面镜的十字线图像的偏差。
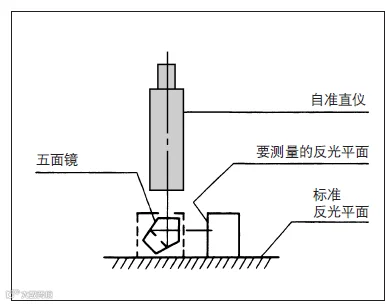
较小平面的垂直度
穿过五面镜寻找标准反光表面和要测量的反光表面的十字线图像读数的差异。
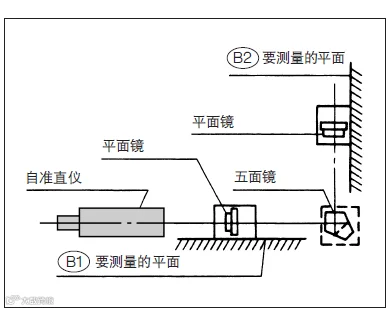
较大平面的垂直度 (镗铣机床床身、坐
标镗机床架等)
寻找平面镜在 B1 和 B2 位置之间的读数差异。
* 五面镜完全垂直的折射光线。入射光线和此棱镜入射平面之间的角度不会影响该棱镜折射的光线的角度。
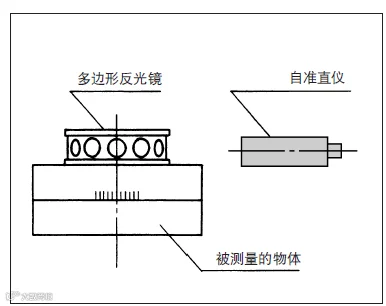
使用多面镜测量分割角度的精度
通过参照多面镜,自准直仪可以方便地测量分割角度的精度。可作为自准直仪选购件供应的八面体(八面)或十二面体(十二面)反光镜可将 360° 分为 8 份或 12份,因此正好可以 45° 或 30° 作为参照角度。
使用多面镜测量分割装置的精度
为了精确测量分割装置(如分度头、圆形刻度板或类似装置)的精度,在使用多面镜之前,有必要进行下列调整。
1) 通过操作微调螺丝,首先将十字线的垂直线尽可能移动至视场最远的一端(如图 25 所示),然后使水平线刚好处于刻度线下方。
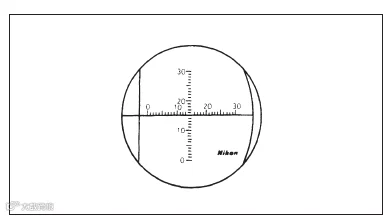
2) 然后,稍微转动正在检查的分割装置的圆圈,使得垂直线移动至视场的另一端。 (图 26)
3) 在此位置观察十字线的水平线是否从刻度线下方发生位移。如果出现从刻度线端往下的位移(即便是出现以分度为单位的位移),请围绕光轴顺时针转动镜筒;在拧松自准直仪镜筒上的镜筒制动手轮后,如果水平线出现往上的位移,请逆时针转动镜筒,直至十字线和刻度线下端完全重合。(图 27)此后,向相反方向转动分割装置圆圈,并且再次确定是否完全重合。