
〓 这是 北方管道 第 741 篇推送 〓
夏日的松嫩平原,是推进工期的“黄金时期”。

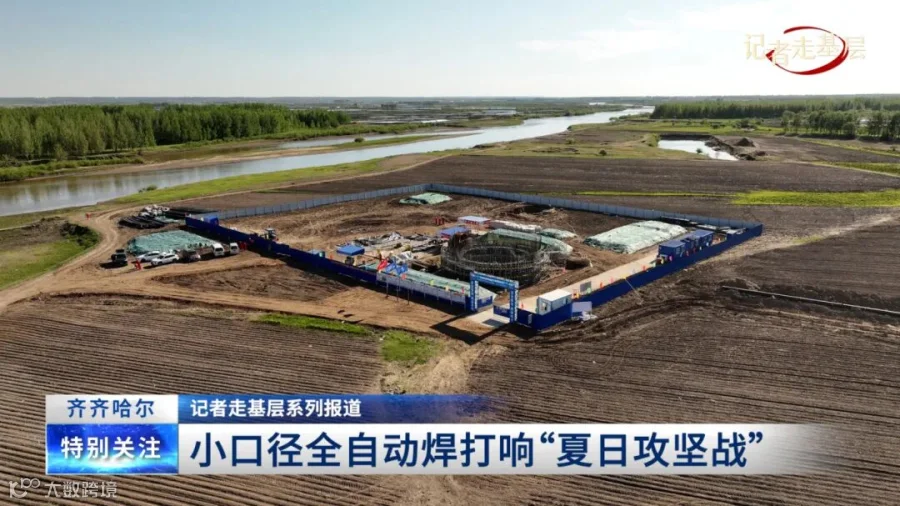
作为黑龙江省“气化龙江”百大工程之一,中俄东线天然气管道工程(简称中俄东线)嫩江支线起自齐齐哈尔支线富裕分输清管站,向东北敷设至嫩江末站,2023年9月底开工建设,年设计输量8.63亿立方米,设计压力6.3兆帕。管道途径富裕县、讷河市、嫩江市,沿线设有阀室5座,站场3座。


北方管道项目管理中心 包磊:“截至目前,已完成焊接180余公里,防腐、开挖、下沟、回填等工序有序推进。项目自开工起即进入攻坚阶段,去年底超额完成2023年焊接目标。”


全自动氩弧焊相比传统组合自动焊,具有坡口角度小,焊材填充少,焊接速度快,焊缝质量高等多种优势,此前多用于大口径厚壁钢管的外根焊,在中俄东线大口径管道建设中一直广泛应用,但使用在小口径管道施工中却面临诸多挑战。
记者:“这个壁厚比较薄,它具体有多薄?”
北方管道项目管理中心 包磊:“来这边看一下,这是预制好等待焊接的管段,它壁厚只有7.1毫米,你可以感受一下……“
记者:“不到1厘米呢还……”


北方管道项目管理中心 包磊:所以我们这次工艺研发选用适配的“U”型坡口,采用内对口器组对,进行自动焊氩弧根填盖的工艺试验,打破了常规“V”型坡口开口角度过大的限制,同时通过前期的反复试验,实现了钢管从根焊到填充盖面全流程自动焊实时监测。”


按照当前施工工效测算,该试验段每道焊口预计可节约工时10分钟左右。此外,焊缝成型美观度也是全自动焊的一大优势。


记者:“看一道刚刚焊完的焊口,这个鱼鳞纹确实非常均匀、很漂亮……”
北方管道项目管理中心 包磊:“自动焊的焊接参数都是提前设定好的,比手工焊的误差更好把控,焊道更均匀也相对美观,但是小口径管道的对口容错率比较低,我们也是经过反复试验,达到和大口径管道相同的组对焊接效果。”


在此之前,嫩江支线线路1标段508毫米管道施工中,中口径管道全自动焊接已取得成功应用,试验段累计焊接35公里、2800道口,节约工时470余小时。全自动焊为嫩江支线顺利投产增添了强劲动力。


与此同时,嫩江支线多重检测工艺的严格把控,对小口径全自动焊的焊接质量有了更加全面的检定。


北方管道项目管理中心 包磊:“219毫米管道全自动焊接采用100%全自动超声波检测,在长输管道上小口径管道的应用较少。本工程使用该技术,大大提高了无损检测工效,对于埋藏性缺陷检出率更高,缺陷分层定位更准确,更节能环保,实现了无损检测全面数字化。”


此外,项目组同时利用相控阵检测与射线检测结果进行对比,也为小口径管道后续检测方式确定提供了参考依据。

截至目前,嫩江支线线路工程综合进度超70%;乌北总干渠定向钻穿越等中小型控制性工程已全面完成,最后一处控制性工程讷谟尔河顶管穿越正在加紧施工,预计9月中旬完工,为项目按期投产奠定坚实基础。
作 者 | 王 琳 曹卓伟 梁晋赫
编 辑 | 甄 诚
审 核 | 李 媛
国家管网集团北方管道公司新媒体出品

安全生产月 ,管网人这样干→

这些“金点子”,速来get√
本文欢迎转载。如需转载请联系我们,并请在文章前注明:本文首发于北方管道,微信号:gjgwbfgd,附上以下二维码。
