


对于强度超过1000MPa的高强钢,传统冲压工艺往往束手无策。一种新型的成形工艺——热冲压技术应运而生。热冲压是一新兴的成形技术,在汽车领域有广阔的应用前景。
热冲压如何产生
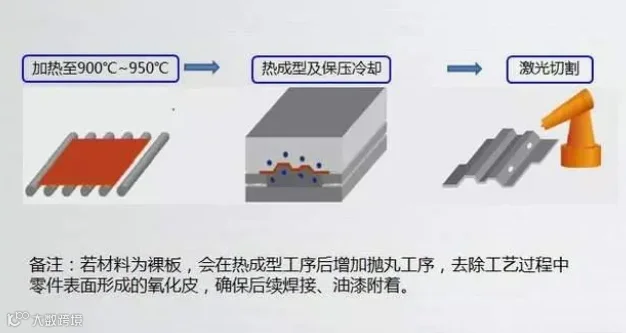
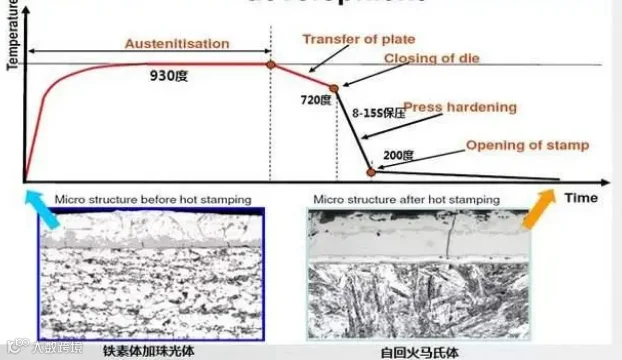
热冲压常被称为冲压硬化技术。首先,将初始强度为500~600MPa的高强度板加热到880~950℃,然后送入内部带有冷却系统的模具内冲压成形,并处于保压状态,以20~300℃/s的冷却速度快速淬火冷却,由铁氏体加热至奥氏体,冷却转变成了马氏体,零件强度大幅提高,可以生产出强度高达1500MPa及以上强度的冲压件。
热成型生产工艺流程 材料组织变化
热成型钣金件优势
热成型钢优势在于:超高强度、轻量化、高安全性、冲压成形性好、零件尺寸精度高、对冲压所需压机吨位的要求低、高焊接性、耐腐蚀等。
一般热成型钢的屈服度可达1000Mpa之上,每平方厘米能承受10吨以上的压力,把这种材料用在车身上,在车身重量几乎没有太大变化情况下,承受力提高了30%,汽车的刚强度达到全新水平。

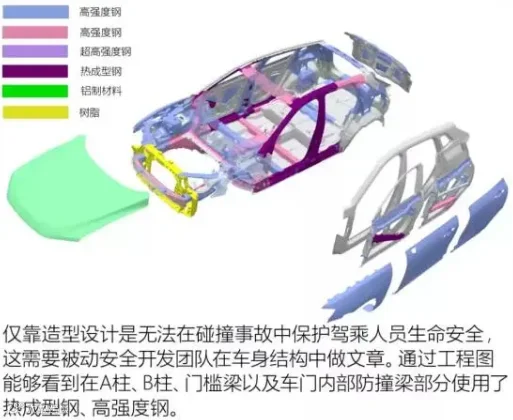
热成型钣金件应用部位
热成型钣金件一般用在最需要保护的乘员舱位置,比如A、B柱、车门防撞梁、前纵梁、地板横梁等部位,目的是为了将乘员舱围成一个坚固的笼型,在发生碰撞时不变形、保护车内乘员的安全。一般越高级的汽车,热成型钢用的越多,车身越坚固。
热成型钣金件成型工序
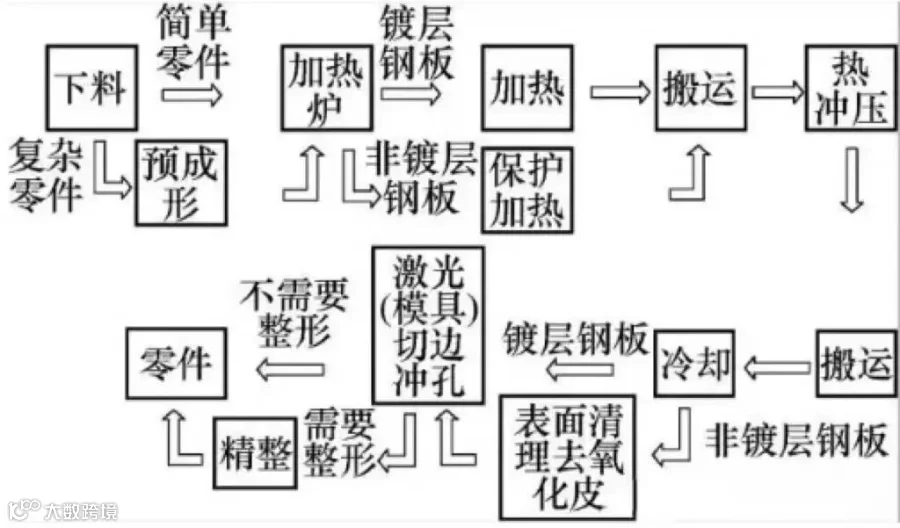
热冲压成型的五大工序如下:
1、落料
落料是热冲压成型中的第一道工序,把板材冲压出所需外轮廓坯料。
2、奥氏体化
奥氏体化包括加热和保温两个阶段。这一工序的目的在于将钢板加热到一个合适的温度,使钢板完全奥氏体化,并且具有良好的塑性。
3、转移
转移指的是将加热后的钢板从加热炉中取出放进热成型模具中去。在这一道工序中,必须保证钢板被尽可能快地转移到模具中,一方面是为了防止高温下的钢板氧化,另一方面是为了确保钢板在成型时仍然处在较高的温度下,以具备良好的塑性。
4、冲压和淬火
在将钢板放进模具之后,要立即对钢板进行冲压成型,以免温度下降过多影响钢板的成型性能。成型以后模具要合模保压一段时间,一方面是为了控制零件的形状,另一方面是利用模具中设置的冷却装置对钢板进行淬火,使零件形成均匀的马氏体组织,获得良好的尺寸精度和机械性能。
5、后续处理
在成型件从模具中取出以后,还需要对其进行一些后续的处理,如利用酸洗或喷丸的方式去除零件表面的氧化皮,以及对零件进行切边和钻孔。热冲压件由于强度太高,不能用传统的手段对其进行切边及钻孔加工,而必须用激光技术来完成。
热冲压主要装备
热冲压主要设备包括加热炉、热成形压机、热冲压模具等。

越野车应用
越野车,比传统的乘用车要重得多。为了达到更好的碰撞性能,北汽越野车研究院车身部目前已形成平台化的设计方案,在车身的力学传递关键路径上选用热成型材料,如A/B/C柱内板及加强板等等。目前,已经上市的BJ60和即将上市的在研产品,均采取了此种设计方案。

你学会了吗?

北汽越野车研究院
本文部分图文源自网络