




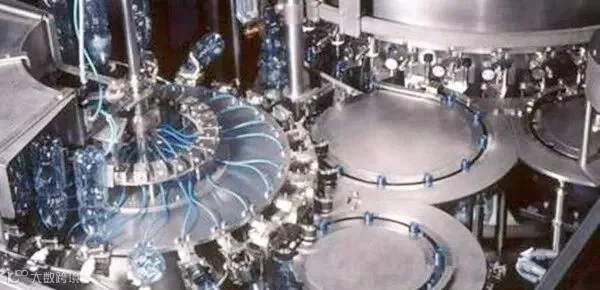
目前生产类型大致可以划分为三种:大量流水生产、多品种小批量生产和单件生产。当下中国制造业多集中在多品种小批量生产企业,这种生产方式开始占有越来越重要的地位。
随着市场竞争的加剧,现代企业所处的市场环境发生了深刻的变革,企业竞争越来越强调基于客户需求的竞争。因此,企业的生产方式逐渐转向以柔性自动化生产为基础的各种先进生产模式,目前生产类型大致可以划分为三种:大量流水生产、多品种小批量生产和单件生产。当下中国制造业多集中在多品种小批量生产企业,这种生产方式开始占有越来越重要的地位。



小批量、多品种,这种生产方式是适应市场变化多端,按市场的需求、按订单,保质、适量、准时的生产。在市场经济条件下,消费者的嗜好趋于多样化,追求有别于他人的高级的、独特的和流行的商品。新产品层出不穷,企业为了扩大市场占有率,必须适应市场的这种变化。企业产品的多样化也就成了一种必然趋势。当然我们应该看到产品的多样化,新产品层出不穷,也会导致一些产品还未过时、仍有使用价值就遭到了淘汰,极大的浪费了社会资源,这种现象应引起人们的关注。其目标是以缩短交货期、降低库存的生产体制。
1
提高对于需求变动的适应性
◆小批量、单件传送
◆缩短作业准备时间
◆员工多技能化
◆工序内部品质保证体制
◆设备、工装夹具的通用化
2
使制造问题及其弱点显露出来
◆品质故障
◆设备故障
◆工作量失衡
◆转产时间

3
消除由于生产管理不当而引起的浪费,减少生产管理成本
◆由于生产管理不当引起的物料等待
◆由于生产管理不当引起的不必要的机型变更
◆由于生产管理不当引起的间接作业的增加
4
提高制造对于短交货期的适应性
◆消除停滞(物·信息)
◆减少中间在制品的数量
◆同步化





1. 动态工艺路径规划与虚拟单元线的部署:紧急插单、设备故障,瓶颈漂移。
2. 瓶颈的识别与漂移:生产之前与生产过程中
3. 多层次瓶颈:装配线瓶颈,零件的虚拟线的瓶颈,如何协调耦合。
4. 缓冲大小:要么积压,要么抗干扰性差。生产批量、转移批量等
5. 生产排程:不能仅考虑瓶颈,也要考虑非瓶颈资源的影响。


多品种小批量生产模式在企业实践中也会遇到很多问题,比如:
★多品种少批量的生产,混合排产难度大
★无法如期交货,太多“救火式”加班
★订单需要太多的跟催
★生产优先顺序频繁改变,原定计划无法执行
★库存不断增加,却常常缺关键物料
★生产周期太长,提前期无限膨胀





生产现场的切换动作,可分为下列几种型态:


四种切换动作,内容虽然不同,造成生产停顿的结果却是一样的。但是,一般人只是着重在第一种型态换模作业切换动作的改善,而忽略了其他三种型态的改善。其实后三者型态的改善不但容易做到,而且节省的切换时间也很可观。

转自:研联国际质量管理