
二氧化碳气体保护焊是目前最常用的焊接方法之一,今天小编给大家分享个资料,主要介绍CO2焊常见的缺陷及解决方法。
1.焊接工艺
焊接方法可分为: 平焊、仰焊、立焊
平焊分为: 左向焊法、右向焊法
左向焊法的优点: 焊缝熔深大,能看清焊缝,不易焊偏
左向焊法的缺点: 不能看到熔池。
右向焊法的优点:能看清熔池,便于焊缝的成形与控制。
右向焊法的缺点: 焊缝熔深浅,易焊偏。
立焊分为: 下向焊和上向焊
总结:平焊适应于全范围的电流焊接,而仰焊和立焊只适应于小电流焊接,焊丝干伸出导电嘴的长度为焊丝直径的10-15倍,焊接角度为45度。
2.MIG、MAG、CO2的区别
MIG :又称为熔化极氩弧焊,用纯氩气作为气源,主要用于焊接有色金属,如 铝、不锈钢、铜等,如果对焊缝质量要求很高,请选用药芯焊丝。
MAG :又称为富氩弧 即 Ar80%+CO 220%的混合气体焊接,主要用于焊接碳钢、不锈钢等多种母材,此焊接工艺,可降低飞溅,焊缝成形美观,适用于薄板和中厚板,但是焊缝熔深有点欠缺。
CO 2 :即纯 CO 2气体保护焊接,焊接时飞溅相对于MIG、MAG焊接飞溅稍大,但熔深大,适用于大电流焊接。注:我们购买的二氧化碳气体基本上是从造酒厂灌装而来,只要打开气体减压阀,闻一下即可,辨别真假二氧化碳气体。二氧化碳是无毒气体。
3.三大电流过渡状态
短路过渡: 即小电流焊接时,电弧发出稳定的“ Zi… Zi…”声,声音很连续,此时焊缝成形美观,飞溅少,适用于薄板焊接。
滴状过渡: 中电流焊接,电流范围一般在 180~270A之间,此时飞溅稍大,电弧有断续的声音,在焊接工艺中我们称此段为“飞溅区”,此飞溅区,在焊接工艺中,至今还没有办法解决。
射流过渡: 又称亚射流过渡,此时飞溅极小,电流大,声音发出“ Si..Si…”声,焊缝成形美观,从以上几点我们在焊接时应着重选择短路过渡及射流过渡焊接,但在要求不高的场合也可用滴状过渡焊接。
运条方法: 圆圈型、锯齿型、往复型、月牙型等等多种方法。
4.计算焊接电压的方法
我们如果要焊接某一范围的电流,则电压可由下式中求得:
焊接电压=14+(0.05×焊接电流)
例:焊接 200A电流时需要多少焊接电压?
14+(0.05×200)=14+10 =24V
注:在正常情况下,请选择公式推算的电压和电流,如果根据个人爱好,可增加 1~2伏电压。
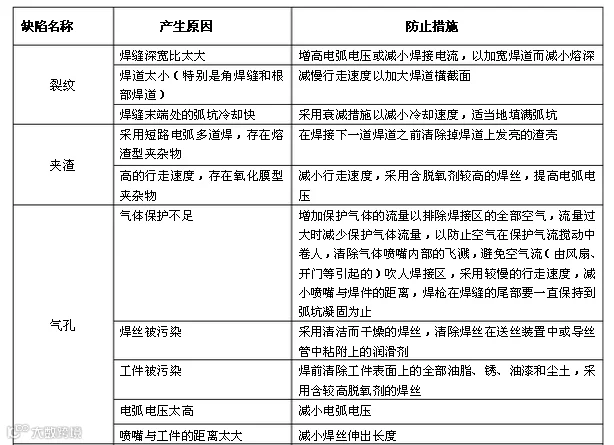
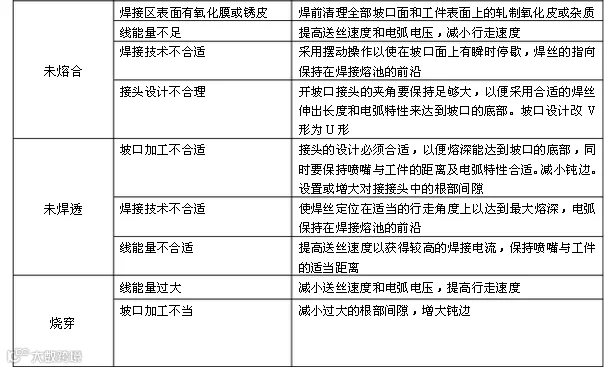
5.常见焊接缺陷及预防措施
6.焊机的日常维护
①定期检查焊接电缆是否破损,及时发现及时处理。
②定期检查输入电源线是否破损缺相,发现问题及时找电工处理。
③焊枪轻拿轻放,严禁敲打焊枪。
④定期由电工进行焊机内部除尘处理。
⑤定期检查焊机接地是否良好。
7.KR型系列二氧化碳气体保护焊机故障处理表
序号 |
故障状态 |
故障原因 |
1 |
不送丝 |
30W/0.5Ω(位置:线路板下面的底座上)限流电阻开路; 六芯电缆的77号线开路; 8A保险熔断; 线路板(CN14)80、81、82开路; 送丝电机坏; 线路板坏。 |
2 |
电压高,不可调 |
六芯电缆线 67号线开路; 送丝机上电压电位器坏; 6芯插头67号线虚焊; 面板机控开关拨错;线路板坏。 |
3 |
电压低,不可调 |
67号线短路;电压电位器坏;线路板坏。 |
4 |
飞溅大,成形差 |
三相电源缺相; 整流模块线接错;整流模块上的线接虚过断开,输出正负极接反; 导电嘴磨损严重; 气体、焊丝质量差;线路板坏。 |
5 |
电压调不大, A表不准 |
霍尔传感器坏; 70、73、15、56、59号线连接不良; 霍尔传感器靠电抗器近,受到干扰;线路板坏。 |
6 |
按枪开关无动作 |
61号线开路; 枪开关坏;15号线开路;1A保险熔断; 40号线开路; 热继电器坏;线路板坏。 |
7 |
电流焊不大 |
三相电源缺相;主回路连接松动;焊枪电缆欲断,平方数不够;线路板坏。 |
8 |
气孔 |
流量计坏; 47号线开路;电磁气阀坏;导电嘴偏心;焊丝、工件、气体不良;送丝软管坏;线路板坏。 |
9 |
烧 1A保险 |
冷却风机坏;接触器坏;线路板坏。 |
10 |
烧 8A保险 |
送丝电机短路; 77号线对地短路;线路板上K851坏;送丝机构压臂压力太大;送丝软管堵塞。 |
11 |
无自锁 |
机控开关坏, 60号线开路;枪开关坏;线路板坏。 |
12 |
无焊接电压 |
接触器坏; 61好线开路;枪开关坏;整流模块线接错;线路板坏。 |
