
1945年,在 葡萄牙 马立尼 . 亚格兰特 市,诞生了全世界第一支塑胶模具,这一年也成为注塑模具加工业的元年。


伴随 塑胶部品消费的日益普及 与 加工技术的快速进步,注塑模具加工业已逐步成长为近代工业发展历史中最重要的基础行业,被赋予 “ 工业之母 ” 的美誉。


进入21世纪,智能设计 与 基础结构微型化 技术的广泛应用促使部品的 外观与结构设计 呈现进一步 高度简约 与 集成化 的趋势。


塑胶部品构件加工 作为 产品外观 与 结构设计 实现的基石,必须采用全新的工艺与技术,才能为实现设计目标保驾护航。


产品构件注塑 加工精度 与 工艺要求 陡增,助推着这个已拥有71年漫长发展史的行业依然保持着勃勃生机,与时俱进的发展趋势。
叠层式注塑模具 是在一副模具中将 多个型腔 在合模方向 重叠布置。相当于将多副单层模具叠放在一起,安装在一台注塑机上进行注塑生产。通常,叠层模具结构上由 热流道系统 、专用模架系统 、承载导向系统 、双向顶出系统 、开合模联动系统 等多个系统组成。
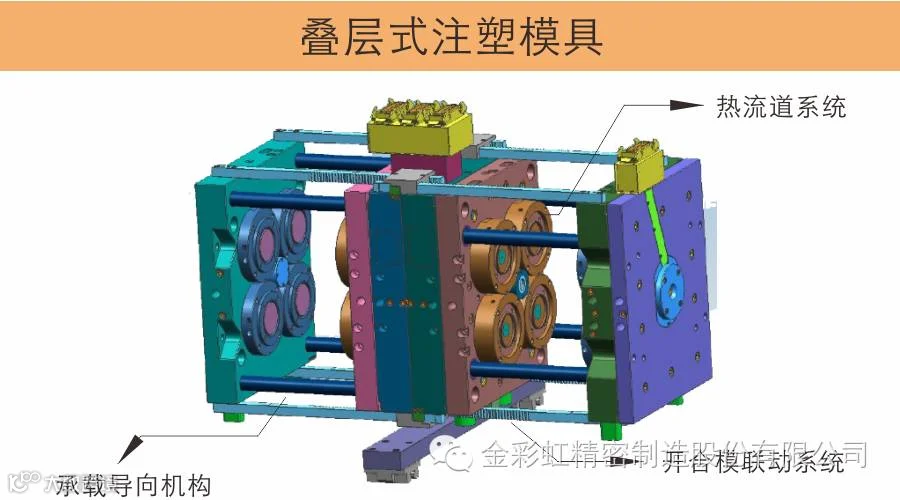

叠层式注塑模具适合于大批量生产 形状扁平 的 大型制品,小型多腔壁薄制品。比如:空调面框,手机机壳,薄壁包装,医用吸头 等。
气辅注塑模具 与传统注塑模具无多大差别,只增加了 进气元件(称为气针),并增加 气道 的设计。所谓 “气道 ”可简单理解为气体的通道,即气体进入后所流经的部分。
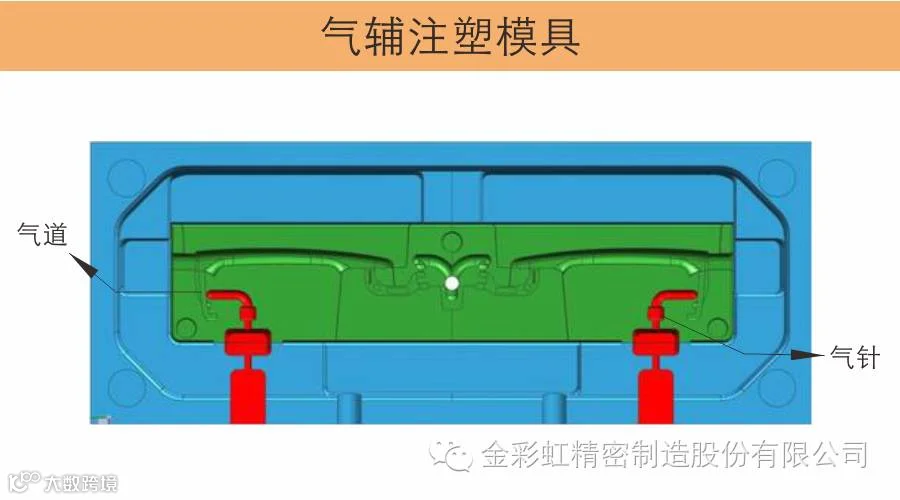

气辅注塑模具适合于于具有 粗大柱孔 或 厚筋 的制品以及 胶位粗大 内部有孔穴 的制品。比如:冰箱顶盖板,空调器横向风板,汽车手柄 等。
双色注塑模具 是两种塑胶材料 在 同一台 注塑机上注塑,分两次 成型,但是产品只 出模一次 的模具。双色注塑模具的 母模,两个形状不同,分别成型1种产品,而 公模 的 两个形状完全一样 。
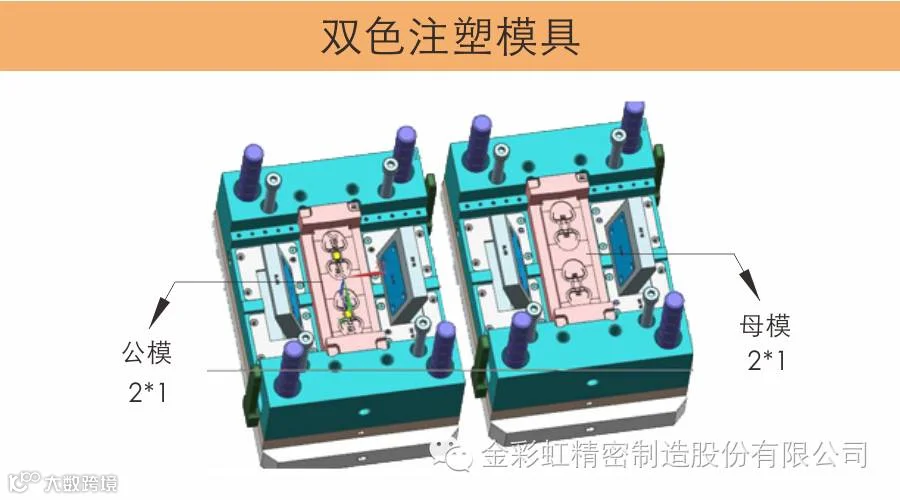

双色注塑模具适合于 产品的 外观更加漂亮,易于换颜色 而可以 不用喷涂的结构件加工。
大型注射成型技术 对模具 型腔的强度、刚度要求 及模腔的组合性 要求和模具的 排气性 要求方面与普通注射成型均有不同。它还具有 模温 的 精确性 要求 高、结构复杂、造价昂贵、成本费用高 等特征。
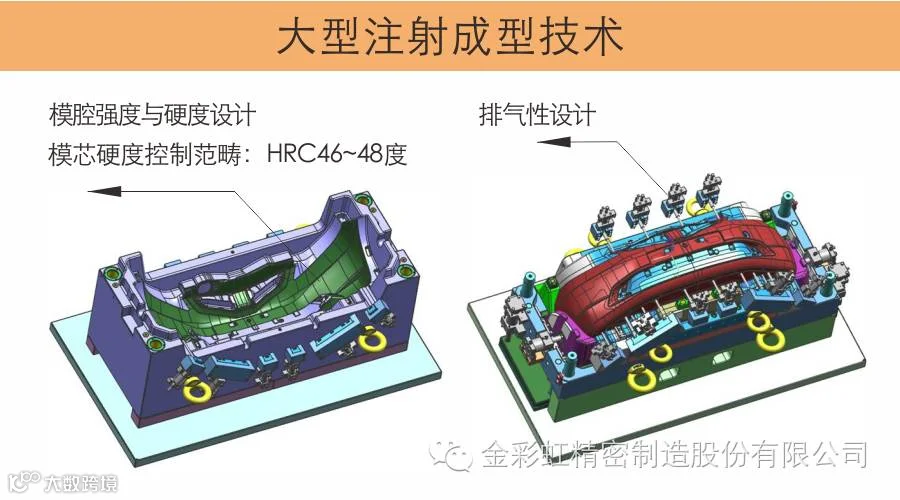

大型注射成型技术适合加工产品:汽车保险杠,仪表板出风口 等。
精密注射成型技术 要求通过注塑机设备生产出来的塑胶制品的 尺寸精度 可以达到 0.01mm-0.001mm,技术实施的关键点在于 锁模力,计量精度,注射速度,注射压力,保压,模具压力,模具温度。
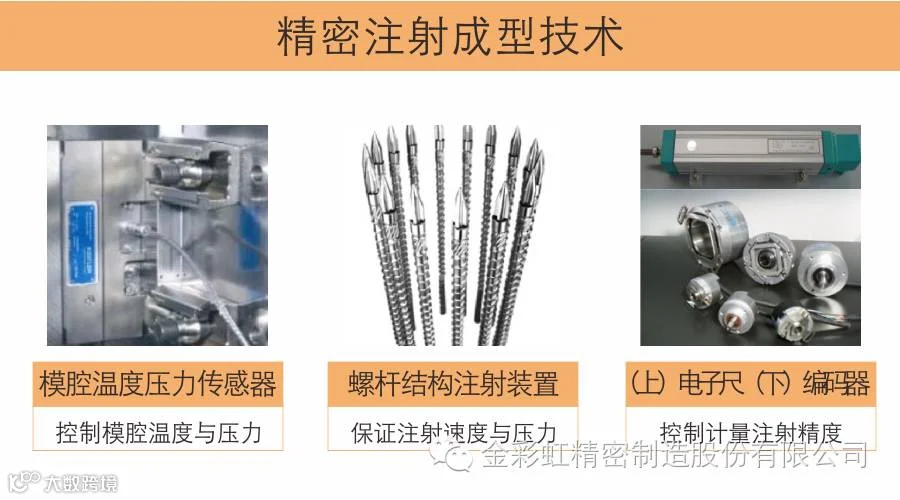

精密注射成型技术是主要用于 航空航天、汽车零部件、精密仪器、运动器材、检测工具 等工业和民用产品生产。适合加工的产品:联结器,导光板,机芯齿轮 等。
薄壁注塑成型技术 的定义有三种, 1. 流动长度与厚度之比在 100 或 150以上的注塑。2. 塑件厚度 小于1mm,投影面积在 50平米以上的注塑。3. 塑件厚度 小于1mm,厚度与直径之比在 0.05以下 的注塑。该技术对 模具精度,注塑压力 与 射速 要求很高,对 加工原材料 的 大流动长度,高冲击强度,高热变型温度,高热稳定性,低方向性,尺寸稳定性 等物理属性有严苛的要求。
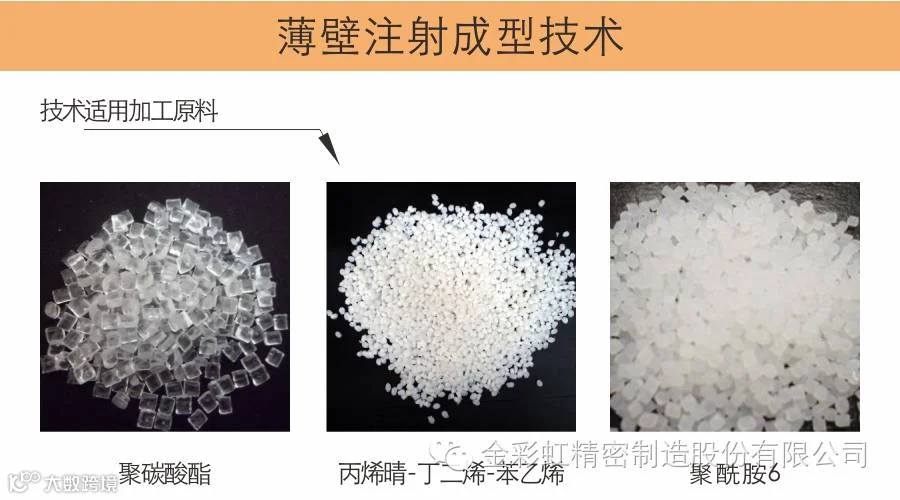

薄壁注塑具有制品 质量轻、 节省材料 等优点, 因此广泛应用于电子通信、 医疗卫生 等领域。

关于金彩虹

金彩虹 - 装备实力

金彩虹 - 承接业务
欲进一步获取企业详细信息,请选择以下方式:
1. 请继续选择浏览公众号内其他相关内容。
2. 登录官方网站:http://www.jchsj.com/。
(复制此链接,粘贴至您手机浏览器,即可)
3. 点击服务号 “ 集团纵览-官方商城 ”菜单可在线垂询,下单。
4. 直接在公众号留言,公众号在线客服将为您服务。
5. 致电 0755 - 81485001。
↓↓↓ 点击"阅读原文" 【查看更多信息,在线下单垂询】