
点击 “ 金彩虹精密制造股份有限公司 ” 关注我们
“ 注塑辅助成型技术 ” 能有效改善 熔融树脂在模具型腔中的填充性能。
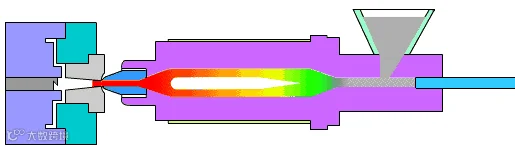
极大改善成品注塑部件的尺寸精度,良率稳定性,实现产品轻量化。
常见的几种注塑辅助成型技术
气辅 / 水辅 / 超临界流体微孔发泡 / 快变模温控制 辅助成型技术
技术路径与工艺效果差异对比
技术路径差异
气辅注塑成型技术(GIM) 与 水辅注塑成型技术(WAIM) 通过高压氮气或者压力水柱推动熔胶完全填充型腔,通过较低的辅助流体压力实现均匀保压。


VS
超临界流体微孔发泡注塑成型技术(MIT) 通过溶入熔融树脂中的N2或者CO2以及填充过程中释放的微细气泡的自润滑,自推动作用改善填充性能。


VS
快变模温控制注塑成型技术(ICATI) 在树脂填充之前通过直接提高型腔,芯腔表面温度到树脂软化点温度之上,保持树脂填充过程中比较低的粘度状态来提升填充性能。


工艺效果差异
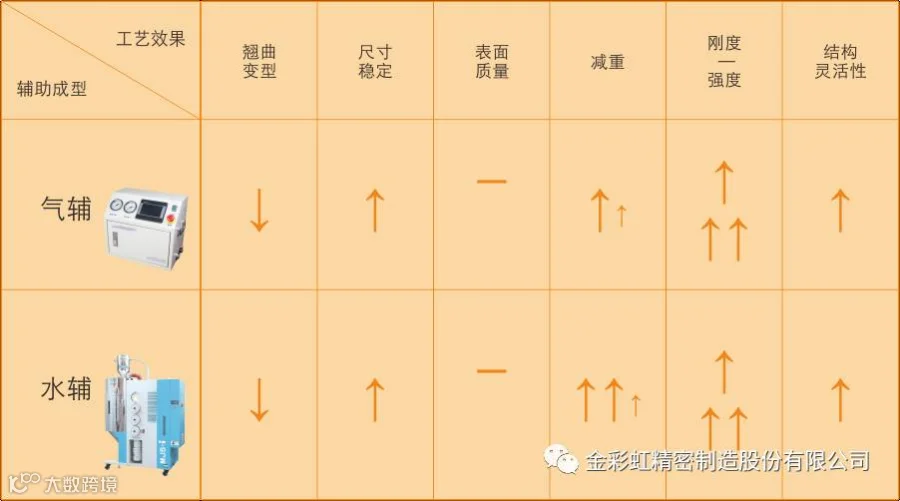
气辅/水辅注塑成型技术 能显著改善部品的强度性能。
水辅注塑成型技术 对于部品的轻量化减重作用最明显。
VS
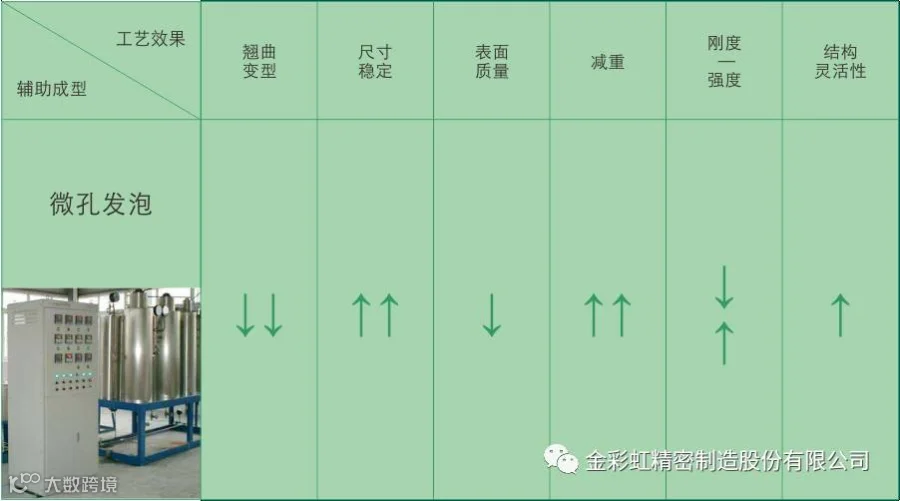
超临界流体微孔发泡技术 通过熔胶低压充型,不用或采用非常短时间的螺杆保压操作,减少树脂体中的压力,并通过芯层发泡进一步释放树脂中的压力,从而获得芯部微孔蜂窝状结构,显著降低残存应力,减少制品翘曲变形,大幅度提高尺寸的稳定性。
超临界流体微孔发泡技术 与胀模工艺结合,可获得50%以上的减重效果,甚至超过水辅注塑技术的减重效果,部品轻量化潜力很大。
VS
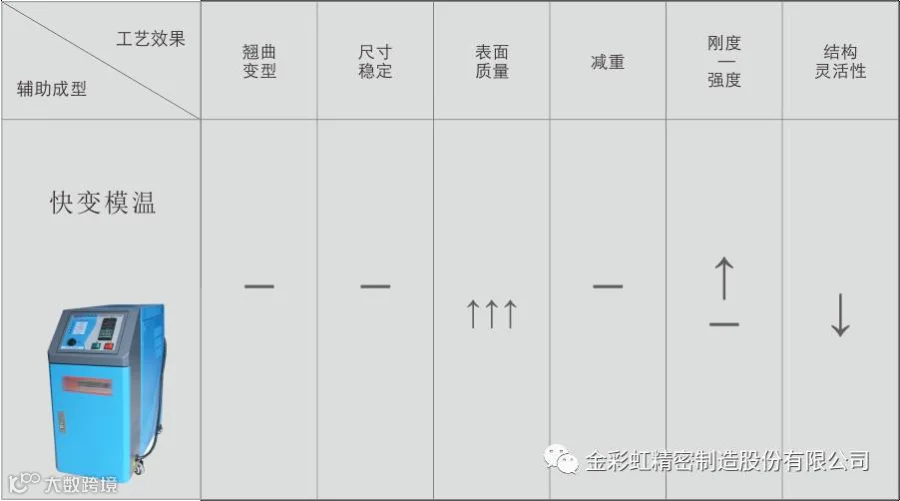
快变模温控制注塑成型技术 可有效消除熔接线,提高熔接部位强度,获得较高质量的外观表面。
快变模温控制注塑成型技术 还使得部品的薄壁化设计空间大增,具备潜在减重潜力。
应用指南
针对不同注塑辅助成型技术的技术路径与工艺效果的差异,金彩虹精密制造股份有限公司公司相关专业技术人员建议:客户应根据加工产品在 结构,外观,加工难易程度,成本 等不同方面的需求,选择恰当的注塑辅助成型技术方案。

针对肉厚不均,较大型与结构复杂的产品。
比如:车门把手,复印机面板,饮水机外罩板。
与气辅适合产品基本一致
还可适用具有更长更大内部空间,更薄内壁,更光滑表面的产品。
比如:汽车冷却管路,特殊工艺品。
针对大尺寸,薄壁,复杂结构制品。
比如:薄壁冰激凌盒,成型医疗器械整体手柄,汽车仪表盘骨架。
针对无缝表面、更短注射周期和高成型精度制品。
比如:平板电视面板,电器外壳,汽车内饰件。

关于金彩虹
金彩虹 - 装备实力
金彩虹 - 承接业务
欲进一步获取企业详细信息,请选择以下方式:
1. 请继续选择浏览公众号内其他相关内容。
2. 公众号留言,在线客服将为您服务。
3. 致电 0755 - 81485001。

↓↓↓ 点击"阅读原文" 【查看更多信息】