
Electric toothbrush
电动牙刷
一种利用高速振动的机芯带动刷头旋转或振动以达到洁牙的个人日用清洁用品。1954年,瑞士医生Philippe-Guy Woog发明了全世界第一支电动牙刷,至今已拥有超过60年的产品发展历史。

21世纪以来,随着新型基础材料日新月益的发展,先进精密制造技术的大规模应用,“健康”,“轻量”,“舒适”,“耐用” 正成为当下电动牙刷制造工艺发展的主流方向。
Basic Material
基础材料
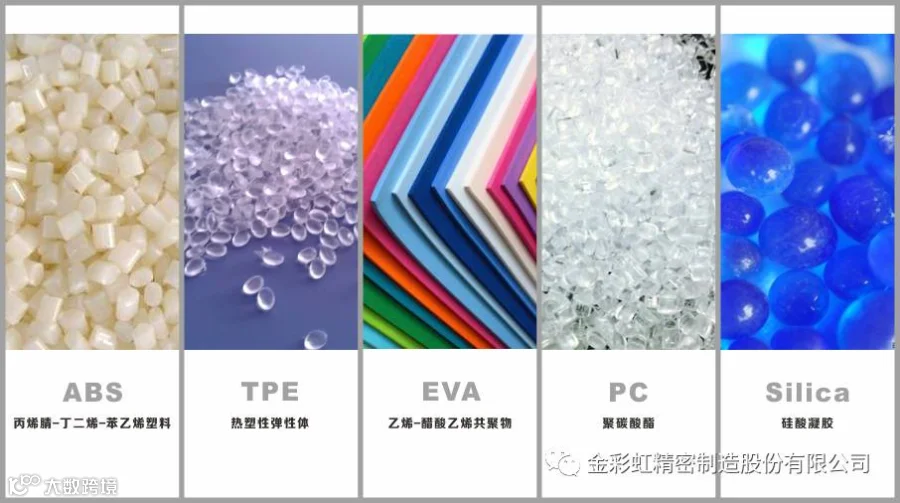
五种 新型基础材料
广泛应用 于 电动牙刷制造
1. ABS - 兼具韧,硬,刚相均衡的优良力学性能,适合制作 主体内部支架 与 手柄外壳。
2. TPE - 触感柔软,可与ABS基材实现包覆粘合,有效增强 手柄外壳按键组装部位的 密闭性 与 按键弹性 。
3. EVA - 拥有良好的缓冲、抗震、隔热、防潮、抗化学腐蚀等优点,且无毒、不吸水。 是制作 部件间垫片 的优质材料。
4. PC - 具有高强度及弹性系数、高冲击强度、使用温度范围广,无味无臭对人体无害符合卫生安全等特性,成为 刷头组件与按键 最理想的制作材料之一。
5.Silica - 吸附性能高、热稳定性好、化学性质稳定、有较高的机械强度,不溶于水和任何溶剂,无毒无味,化学性质稳定,可提供最可靠的 防水件部件。
Manufacturing process
制造工艺

电动牙刷
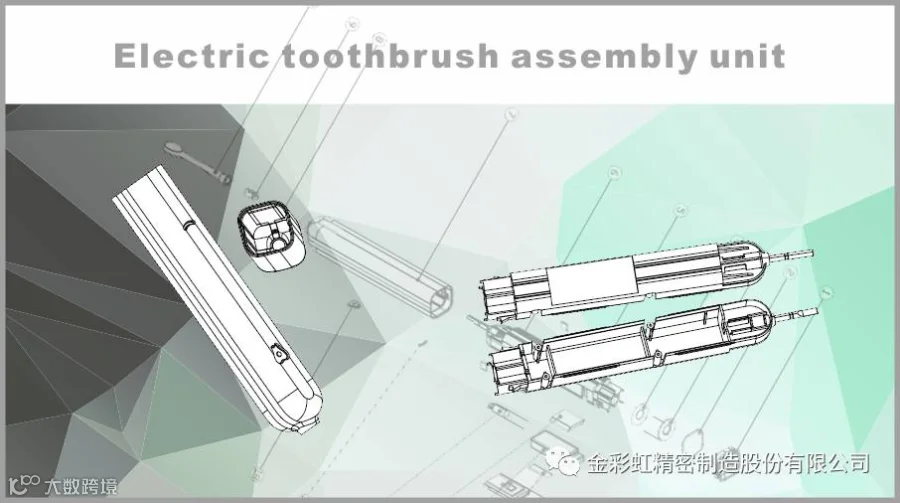
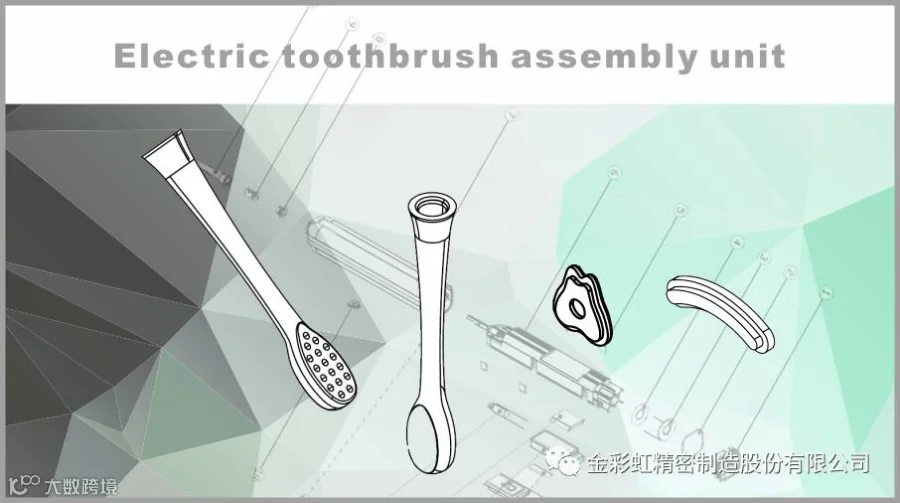
三项 精密制造工艺
1. 套啤注塑 - 适用于制造电动牙刷 刷柄 与 内支架组件 的一种特殊塑料成型工艺。

刷柄组件的套啤注塑过程:将ABS塑胶原材料在模具内注塑,取出成型后的零件,再次放入二次成型的模具内注入TPE材料成型。(如下图)
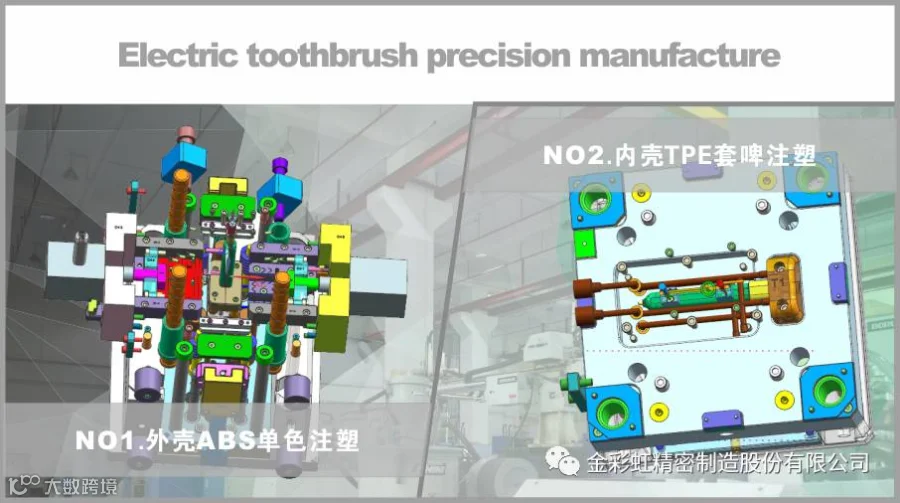
特点:TPE材料与ABS外壳壳体的紧密熔接,使外壳壳体按键位置不会漏水,同时增强按键使用的手感弹性。
内支架组件的套啤注塑过程:将不锈钢五金轴放置模具指定位置,然后进行ABS塑胶原材料在塑胶模具内注射成型,同时对五金轴实施塑胶包覆。(如下图)

2. 高光四涂 - 为电动牙刷 刷柄组件 制造光鲜表面的特种精密表面处理工艺。
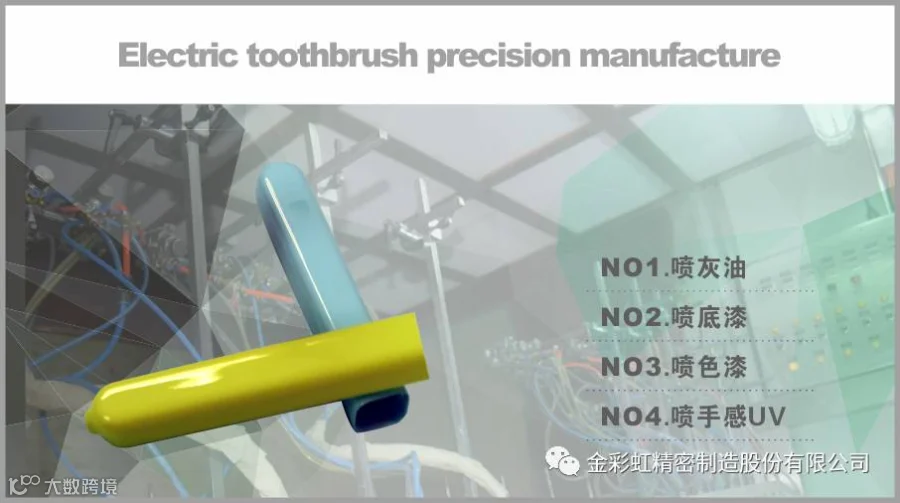
高光四涂过程:首先该喷涂工艺需要具备十万级无尘条件的作业空间,部件需要通过上治具,除尘等喷前准备工序,才能具备喷涂条件。部件经历四次由喷涂机械手 实施的高密度喷油,以及四次隧道烤炉均匀烘烤后,实现表面高光效果。
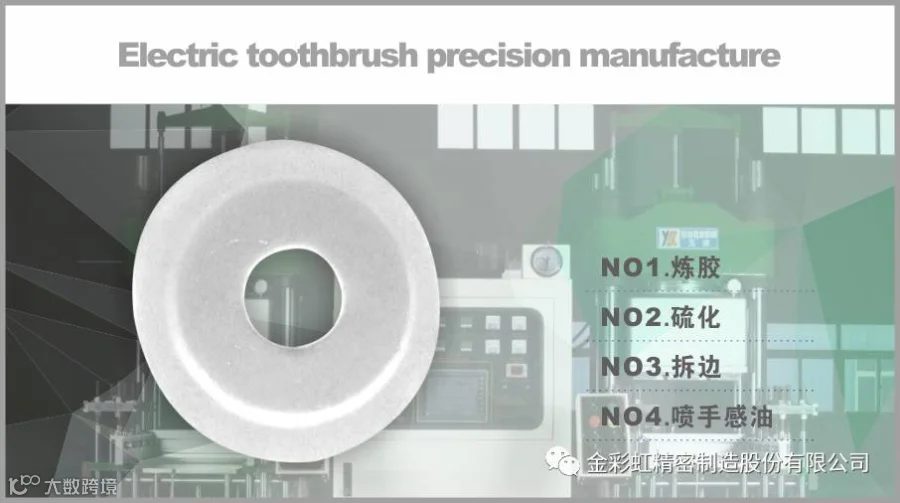
3 硅胶固态热压硫化成型 - 制作高等级特种防水圈的热压制作工艺,实现电动牙刷 严苛水洗 的设计性能指标。
工程师建言Engineer suggestions
“ 电动牙刷前端开发设计需要与端加工制造供应链紧密结合,通过材料与工艺研发前移,助推前端产品设计成熟度,缩短研发周期,实现成本可控,提高产品市场应变能力。”
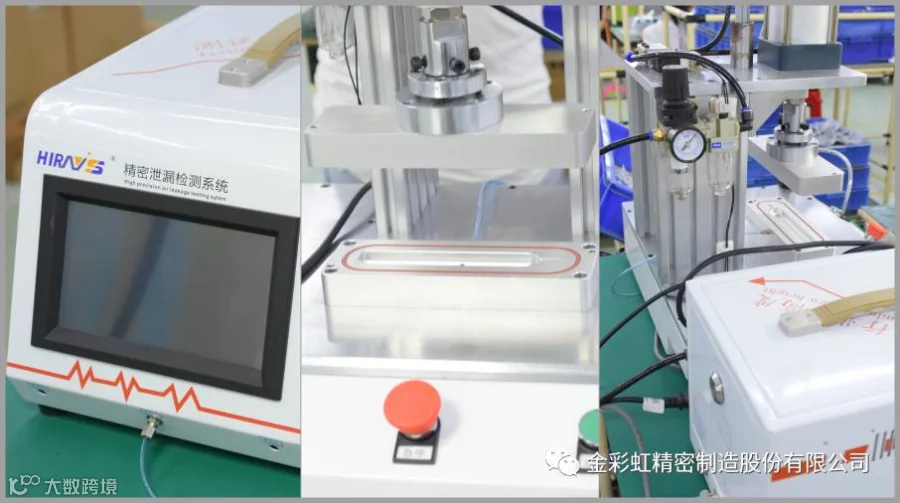
基于电动牙刷产品特殊的使用环境,优先满足其苛刻的防水需求。针对开孔待密闭的设计环节,需要在防水材料,制造工艺方面做周全考量。实践经验发现,高品质热压硅胶密封产品,TPE套啤成型都是非常可靠的防水技术措施,能够接受 “ 精密泄露检测系统 ” 的严苛测试。
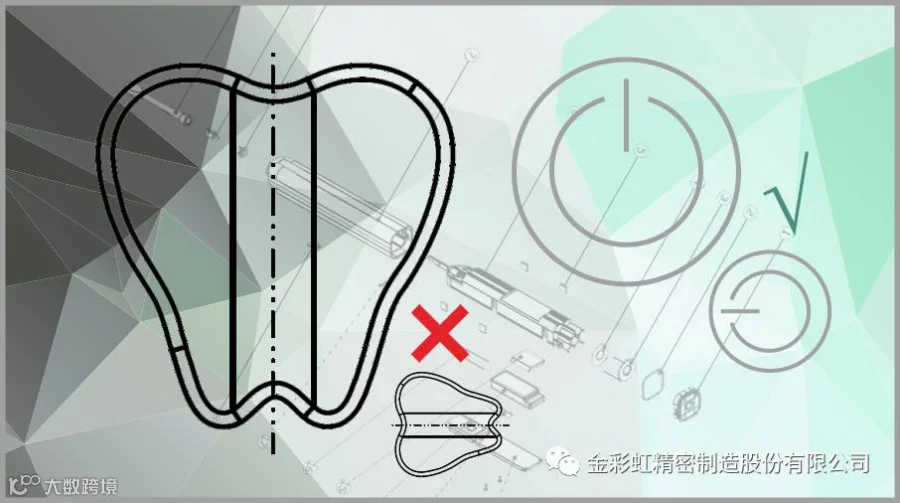
很多牙刷设计方案都喜欢在按键上做足功夫,期待能为产品带来与众不同的操控体验与审美效果,但容易忽略不易定位安装的问题。如下图所示,牙齿形状的按键明显优于圆形按键的设计。既醒目彰显产品的使用场景,又容易实施按钮的定位安装,几乎可以100%杜绝安装错位。
同质化产品泛滥的当下,外观设计被誉为产品营销生命线的保证,企业往往单纯追求图纸效果,忽略考量与之配套的现实加工技术与工序,造成后期加工成本高昂,不量率奇高,甚至回炉修改方案,影响量产进度。加工企业若能在外观设计阶段参与设计,辅助以合理的表面加工方案与原料配置,将可以确保获得还原度高的设计实施效果与成本控制要求。


关于金彩虹

金彩虹 - 装备实力
金彩虹 - 承接业务

欲进一步获取企业详细信息,请选择以下方式:
1. 请继续选择浏览公众号内其他相关内容。
2. 公众号留言,在线客服将为您服务。
3. 致电 0755 - 81485001。

↓↓↓ 点击"阅读原文" 【查看更多信息】