
做为注塑制品常见的外观缺陷之一,不仅影响制品的外观品质,使塑料件后续涂装、电镀工序产生色差,更重要的是损害制品的力学性能,给制品的正常使用带来安全隐患。
研究发现,在不同的工艺条件下,熔接痕区域的强度大打折扣,只有塑件其他部分的10%-90%。
分析研究注射制品熔接痕形成的条件及影响因素,找出消除或减轻熔接痕的对策,对于提高注塑件的品质,扩大其应用领域具有重要意义。

熔接痕的成因
熔接痕的分类
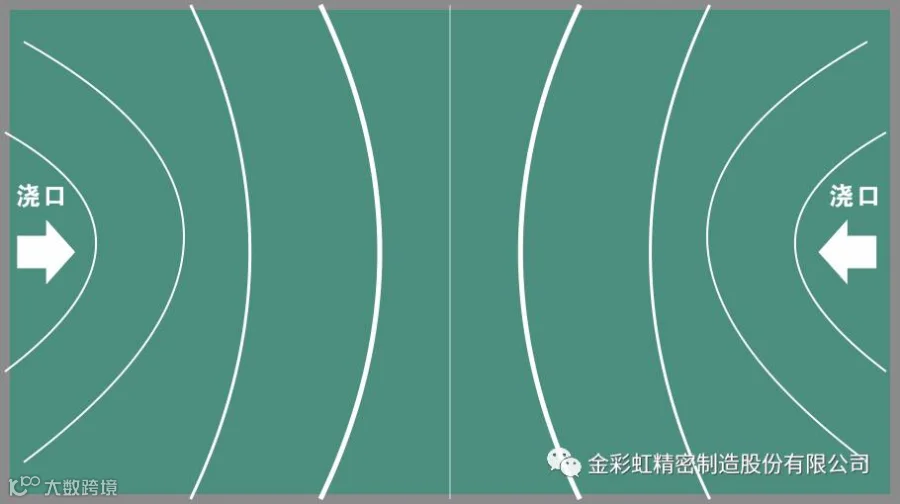
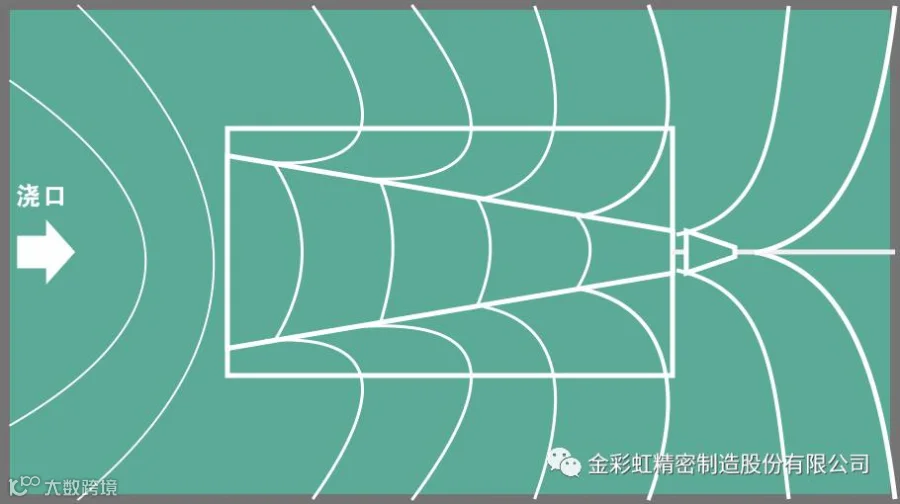
采用多浇口进浇的前锋熔体相遇而形成的冷接痕。
由于型芯或嵌件等结构引起溶体分割后融合而形成的热接痕。
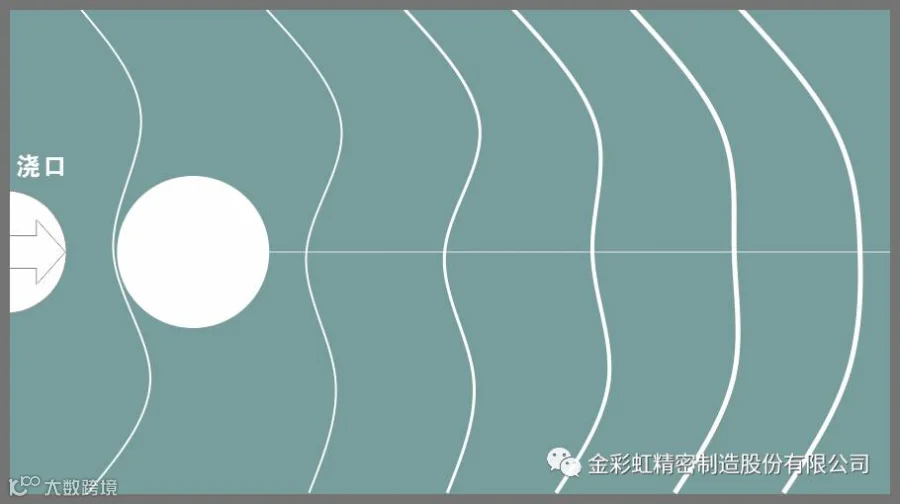
由于壁厚不均匀引起各层流体流速不同而相遇形成的熔接痕。
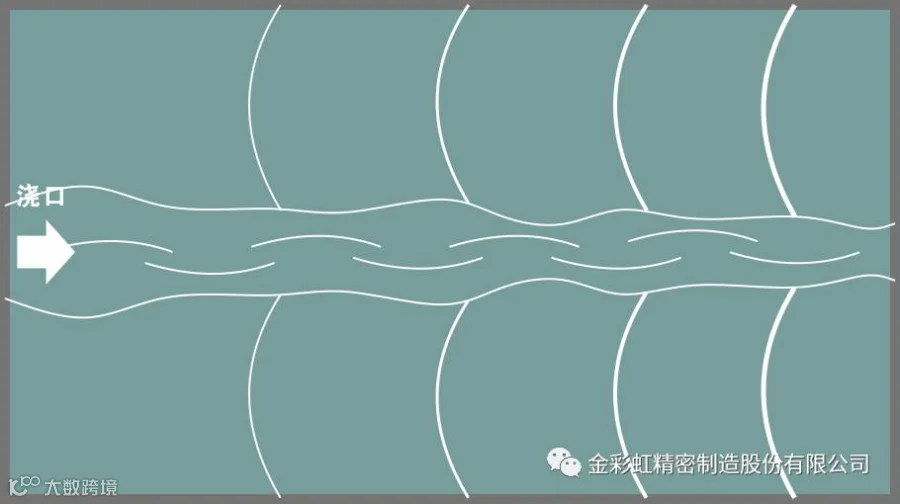
熔体喷射形成逆向填充形成的熔接痕。
通过观察4种熔接痕的形成过程,不难发现以下规律:
熔接痕处的分子链流动取向垂直于熔体;
熔接痕处的分子链来不及形成足够的缠绕和扩散就被凝结,造成熔接痕强度不高;
未排除的气体在熔接痕形成了V型缺口,容易引起应力集中,进一步降低了材料的熔接强度。
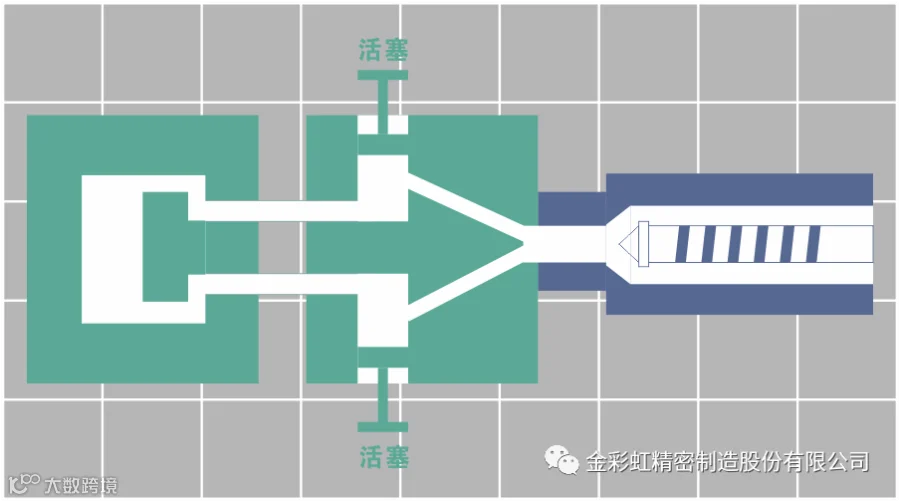
通过控制活塞的往复频率、保压头和模具的温度,可获得流动方向上较好力学性能的测样。
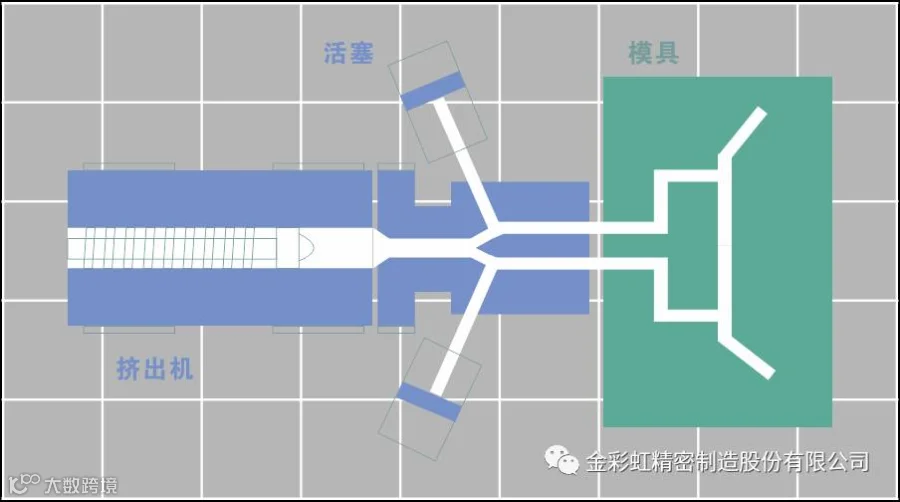
注塑机将预先塑化好的熔料注入模具型腔和流道中,两个动态保压头以一定的频率和位移交替前进或后退,使塑料熔体在进胶口和型腔中形成振动流动通路,在剪切力的作用下熔体流动得到取向,随着冷却作用的不断进行,冷却固定下来的取向层愈来愈厚直到层芯完全被冷却。形成多层取向试样。
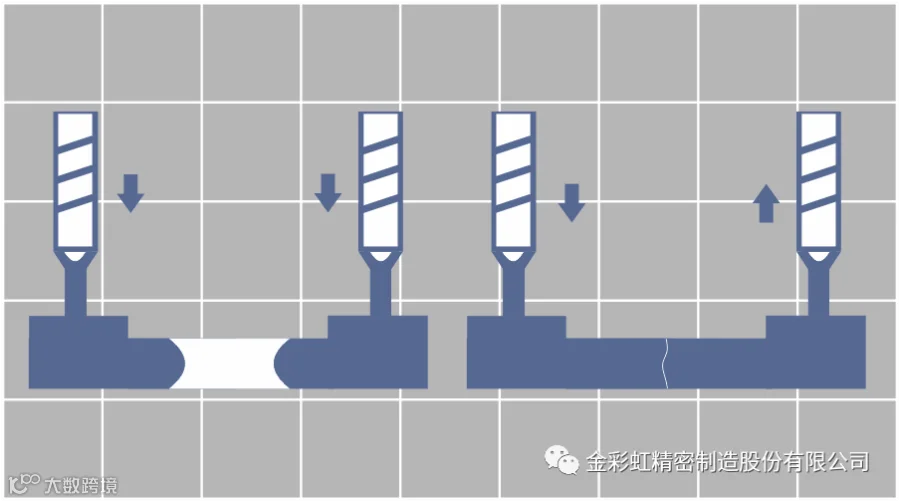
基于剪切控制注射成型技术的改进技术,将推拉油缸直接安装到模具的热流道板上,简化了模具的结构。
该技术通过提高注塑压力,克服流道的阻力,把压力传递到波前锋,使熔体熔接处以高压熔合,增加熔接处的的密度,并且使分子链沿压力方向伸展,使熔接痕强度提高。试验结果表明,采用该技术制成的纯PP样条的冲击强度增长了3倍。
通过两个注射单元A、B螺杆的协调动作,使熔体在型腔和浇口形成的流动通道内来回流动。
玻纤增强液晶聚合物(LCP)推拉注射成型的试验表明,受益于熔接痕的显著改善,成品的拉伸强度提高420%,弯曲模量提高27%。
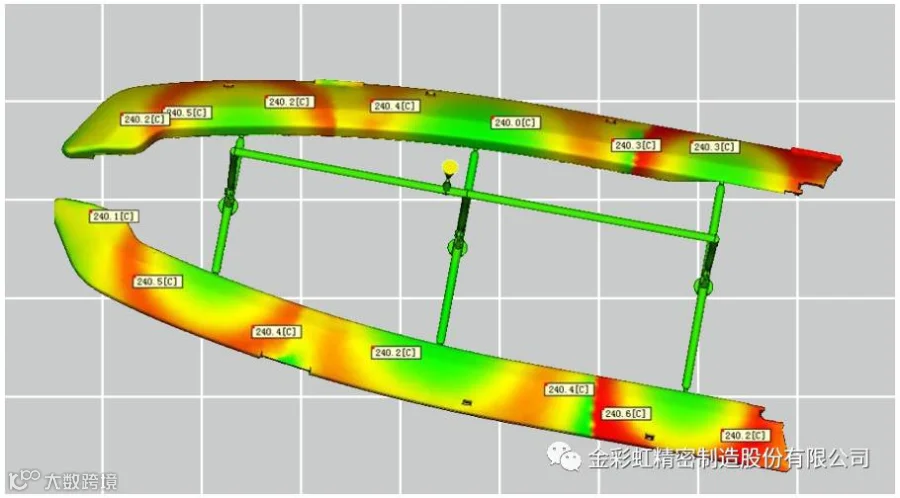
在普通模具的基础上增加了滑块和往复杆,往复杆穿过模具连接滑块和型腔。
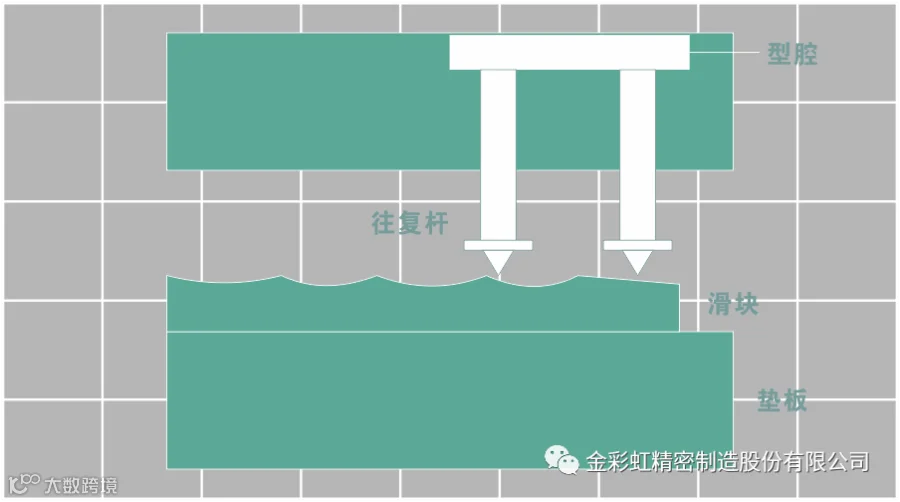 通过液压系统控制滑块的左右移动,实现往复杆的上下移动,从而使型腔中的熔体产生来回波动,在振动的作用下塑件局部分子产生取向。
通过液压系统控制滑块的左右移动,实现往复杆的上下移动,从而使型腔中的熔体产生来回波动,在振动的作用下塑件局部分子产生取向。
将超声振动引入注射模具型腔,促进熔体分子链在熔接痕处的扩散,提高熔接痕强度。
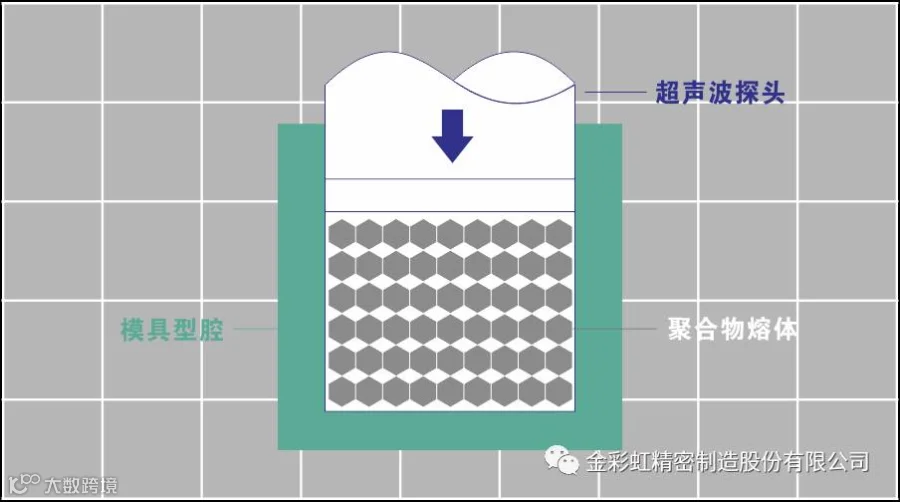
超声波探头在冷却介质中振动,产生空化效应,形成气泡,气泡运动到壁底破灭产生瞬间的高压冲击波使壁底产生振动,壁底的振动传递至型腔内壁,内壁将振动传递至熔体中。
工程师建言Engineer suggestions
熔接痕对于注塑制品而言,是难以避免的,但是通过对熔接痕的形成过程及特点研究,对注塑成型过程的不同环节采取相应对策,实施主动控制,对注塑工艺或者注塑装置进行改进,可以大大降低或者消除熔接痕的影响,使制品的外观及力学性能得到改善与提高。

高光无痕汽车灯壳注射成型样品
高光无痕咖啡机部件注射成型视频





↓↓↓ 点击"阅读原文" 【查看更多信息】