
点击 “ 金彩虹精密制造股份有限公司 ” 关注我们
常规的塑胶部件加工,一般采用喷涂后加工手段实现塑胶制品的靓丽外观。然而,喷涂加工工序由于 设计自由度低、生产环节多,环保管制约束严格 等诸多因素导致局部工序加工成本高昂,最终影响整体塑胶部件加工成本的构成。
解决之道
免喷涂注塑加工技术去掉了繁琐的喷涂料过程,直接在生产的塑胶原料中加入带颜色的 金属粉末,通过合理的模具加工、注塑工艺配合,制作出完美的带有颜色的制件。
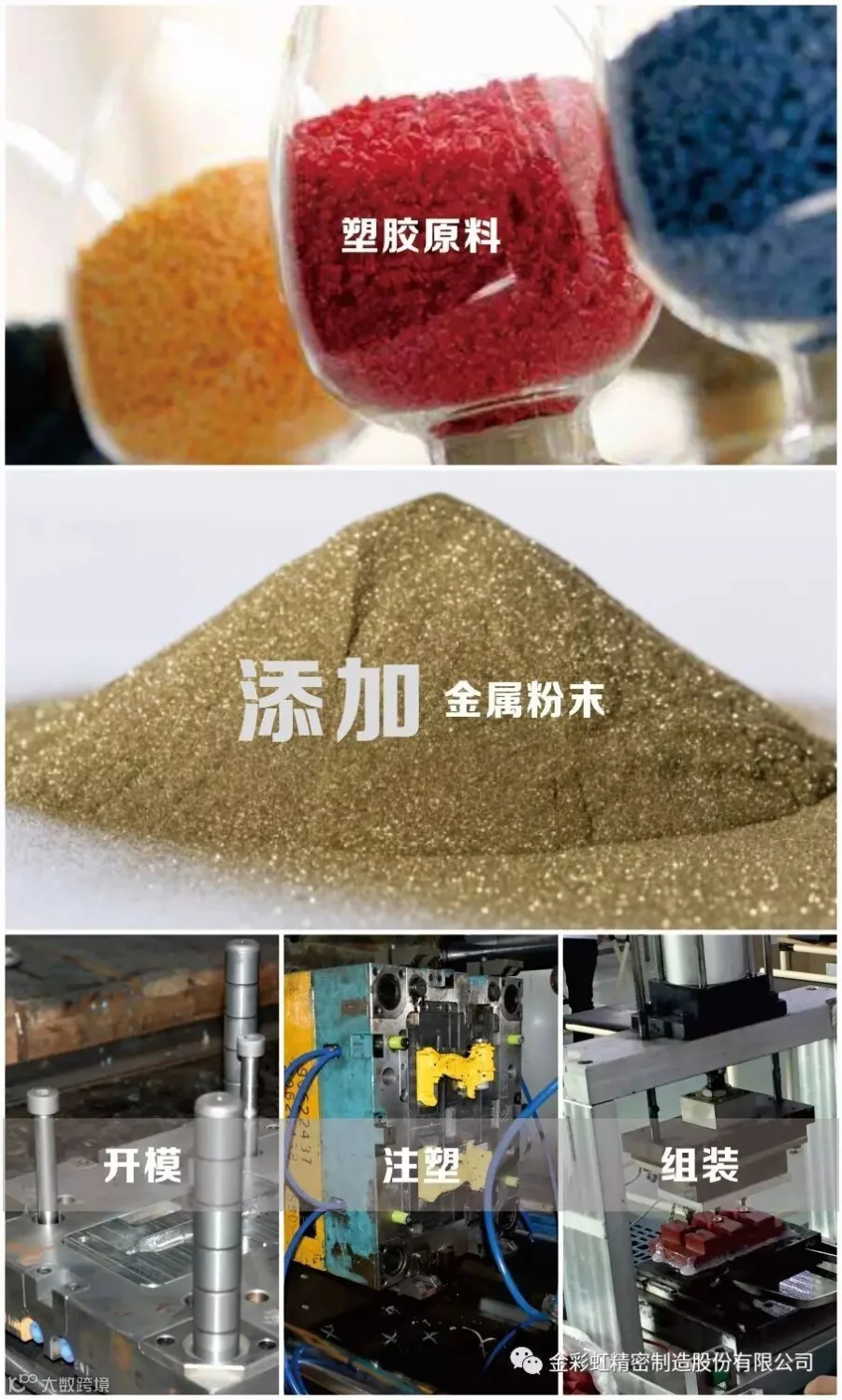
免喷涂注塑加工技术需要注塑机可以 实时快速反馈信号,并与 模温控制设备 协调工作,同时配置 塑化能力强的螺杆,对注塑机的整体性能要求并不高,技术适用面较为广泛。

01
免喷涂注塑加工 模具设计要点
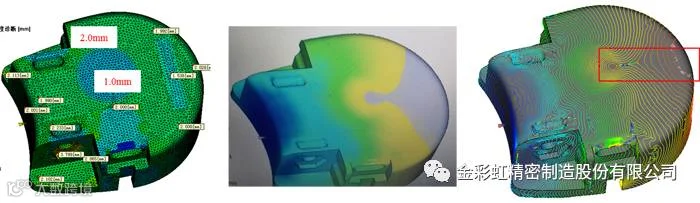
因为免喷涂注塑加工要实现高光,且无痕的工艺效果,所以模具的设计、加工材料的选择、注塑工艺的设定都比普通模具设计开发具有更高的要求。
a 模具设计需要考虑耐高温、适用水路设计及安装匹配等因素;
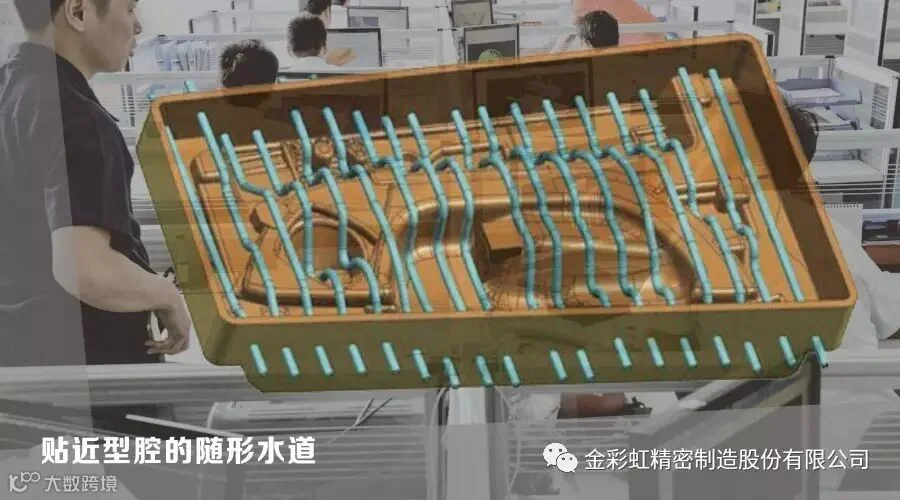
b 水道需要确保快速升温和降温,使模具温度均匀。一般采用贴近腔型的随形水道,并在背面增加隔热层,或者利用空隙隔热;
c 设计需要保证注塑过程可精确控制模温。
02
免喷涂注塑加工 注塑工艺要点
生产高性能的免喷涂产品,加工过程的工艺控制是关键。
a 尽量采用高的模具温度。使用蒸汽加热模具或E-MOLD技术时,模具局部区域可达150摄氏度或者更高;
b 为更好的复制模具表面,成型温度应适度高一些,注塑压力应尽可能大一些;
c 为顺利排气,需要采用多级注塑速度;
d 任何工艺的调整,如:螺杆转速、不同阶段的注塑速度、都要考虑材料的剪切。

03
免喷涂注塑加工 加工难点
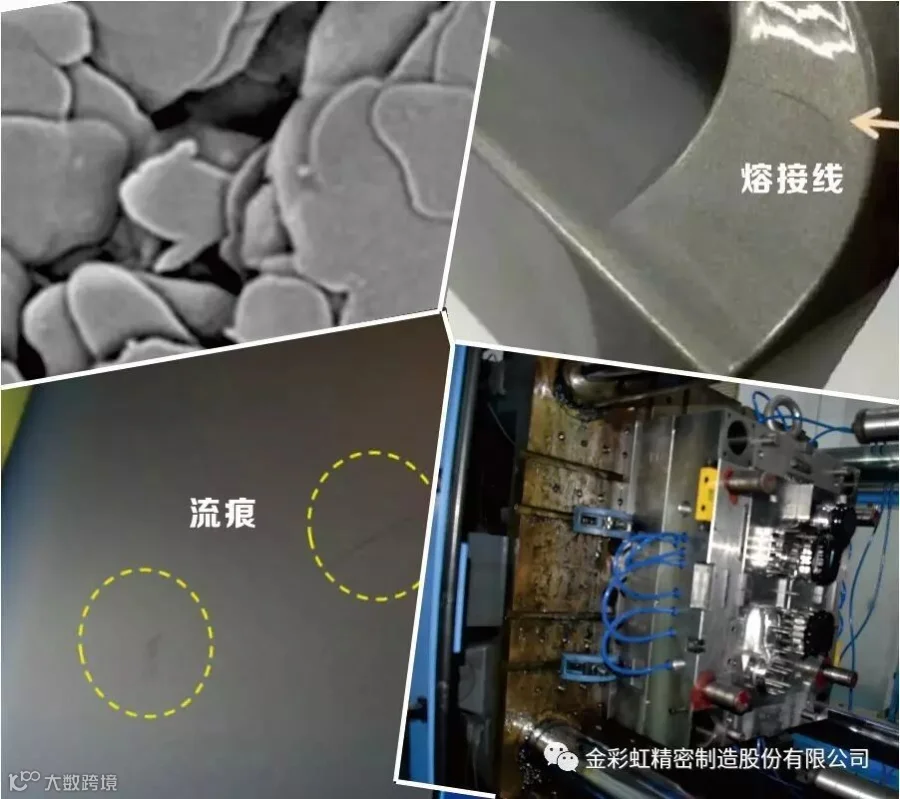
由于效果色粉具有较高的径厚比,大多成片状。在注塑过程中会受到流体的剪切场作用发生翻转,在熔体汇合处、浇口附近、壁厚变化、拐弯处等位置极易产生流痕及熔接线缺陷。
04
免喷涂注塑加工 不适用产品结构
现阶段免喷涂注塑加工的技术瓶颈问题,并不是所有的产品结构都适合使用免喷涂注塑加工工艺(有些产品在使用免喷涂材料时,制件表面会有流痕和熔接线问题发生)。
a 外观面有明显的孔洞类结构;
熔胶在充填过程中,在孔的周边部位分流后再次汇合,进而在汇合的部位产生熔接线问题,对于普通染色材料来说,熔接线仅为一条细小的线条,而对于免喷涂材料来说,“视觉上” 熔接线的两边色彩会有差异,因此使熔接线显现的更明显一些,因此,外观面有明显孔洞类的产品结构,一般不适合直接用免喷涂材料直接注塑成型。

b 背面有较多螺丝柱、卡扣、加强筋等的产品结构;
注塑过程中,在充填到螺丝柱部位时,熔胶会产生分流,部分熔胶纵向填充螺丝柱/卡扣等结构,部分熔胶横向填充产品外观面,造成横向流动的胶量降低,因此在该部位由于料流流动状态的变化而产生流痕问题。

c 壁厚不均,中间位置部分减薄的结构。
充填过程中,相较于中间减薄部位,两边的流动速度明显快于减薄部位,两边往中间形成包覆,因此会在减薄的末端部位形成结合线。
实践应用
免喷涂注塑加工技术的应用瓶颈最终需要通过色粉或材料的改良,目前尚未出现相关成熟的改良技术路线,当前众多的实际应用主要通过 改善产品设计 与 模具注塑工艺优化 等曲线救国的方式实现。

有孔洞的产品,除了尽量减少孔洞设计的数量,对于无法规避的孔洞,则采用先填充后切除的注塑加工程序规避熔接线缺陷。
实际的注塑加工过程是,先把孔堵住,使熔体无障碍的流经原孔洞的位置,产品填充完毕后,在熔体没有完全冷却时利用 “模内冲压” 的方式,将原有孔的位置减薄,出模后再将堵孔的部分加工掉。

长条形产品,在注塑时胶口使用热流道顺序阀进胶的方式,可以有效改善结合线。
热流道顺序阀进胶方式适合长而窄的产品,浇口开闭以保证料流尽量不要对碰为原则。
操作时,按照这个原则制定浇口填充的优先顺序,选定第一个要打开的浇口。当第一个针阀浇口打开后填充到第二个浇口时,第二个浇口针阀再打开,依次推进到无熔接线的效果。

采用皮纹处理,图案遮盖,二次处理等方式,可以有效遮盖流线与熔接痕。
模具皮纹处理分为化学腐蚀与激光雕刻两种,可实现磨砂,仿皮革,科技纹,几何纹,拉丝等多种效果。
图案遮盖,通过巧妙的设计,在不可避免的流痕熔接线位置打上装饰性图案,指示标志,或产品LOGO等,以达到遮盖的目的。

采用水转印,IMD或者烫印等表面二次处理装饰技术也是一种遮盖熔接缺陷的好方法。
应用展望
随着科学技术的提高以及人们环保意识的逐渐提高,免喷涂注塑加工技术 将会在 汽车,家电,通信产品 和 日用品 等外观加工方面得到更多的应用。该项技术可以大量节省生产时间和成本,提高产品质量,增加图像复杂性 和 产品耐久性 ,更有效的帮助企业提升市场竞争力,促进企业可持续发展。





↓↓↓ 点击"阅读原文" 【查看更多信息】