

点击 “ 金彩虹精密制造股份有限公司 ” 关注我们。
当代精密制造加工企业,现代化高精度的智能设备,缜密而严谨的工艺编制流程,高效不凡的加工运作机制,是决定企业获取得市场订单,赢得客户赞誉,形成强大市场竞争能力的基石。做为一家06年成立,已具备三大产业集群,市场开发纵横驰骋海内外的新三板挂牌企业 - 金彩虹精密制造股份有限公司,早以洞悉其中制胜的法宝与秘诀。

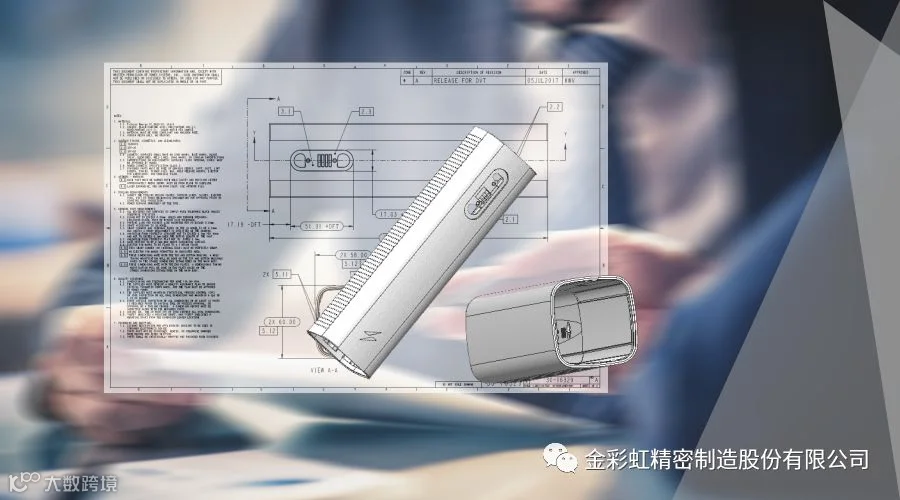
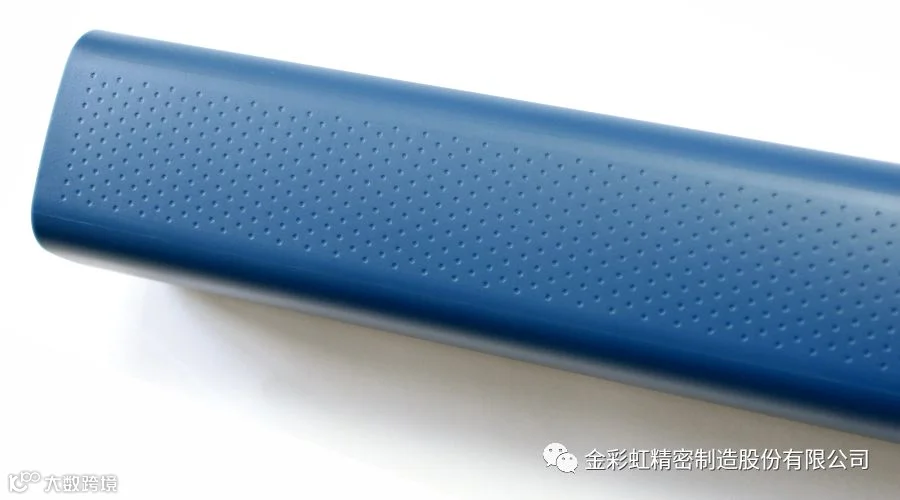
某新品试制计划:部件为通透管状结构;前后公差设计 +/- 0.1MM;正面配置超过2个按钮安装孔位; 背部拥有大量规则波点; 表面工艺要求不能有结合线;制造成本可控。金彩虹公司的市场,项目,技术等各部门迅速集合形成专项工作小组,通过DFM设计流程,论证该部件可制造与装配的合理性,很快形成了旨在采用一次性RHCM注塑成型制造方法工艺流程,摒弃传统的 “注塑 + 表面二次加工” 工艺流程。
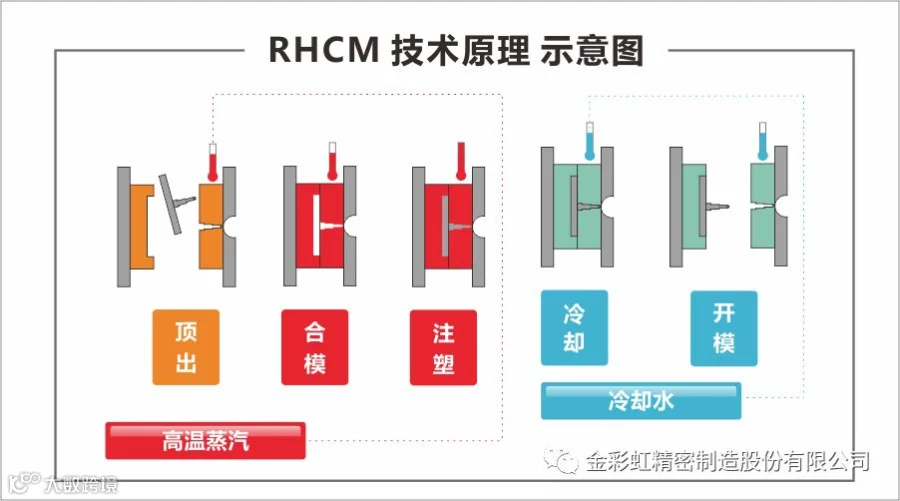
RHCM注塑技术的中文直译是 蒸汽无痕高光注塑,又称为快速热循环注塑技术。该技术在2004年由德国企业发明,当时主要应用于大尺寸平板电视机外壳注塑。技术基理:通过高温蒸汽将模具表面快速升温,令成型模腔表面温度达到树脂塑料的玻璃转移温度以上,然后开始进行射出成型,当完成模腔填充过程后,立即利用水作出冷却媒体使模具表面温度急速下降,从而改变塑料产品表面特性。技术优势:RHCM高光无痕注塑成型技术与传统注塑成型工艺相比之下,能大大改善产品表面光泽度,解决产品表面熔接痕问题。
高光注塑材料
注塑材料的硬度越高,其熔体流动速度也相对越低, 流动性也较差。高光注塑材料的选择需要在注塑流动性与材料自身硬度之间找到最佳的平衡点。

最终选择PC作为成型材料。
高光模具材料
高光模具制造需要有较好的抛光性、耐腐蚀性、 耐磨性、 热强度、 韧性、加工性能好低的热膨胀系数等。 如模具抛光性差,表面粗糙度大,或被腐蚀或注塑时有水分沉积,就无法进行高光泽产品成型。温度的快速变动对模具材料的热强度,膨胀系数也有了更高的要求。
前模仁使用钢料为 HPM38,后模仁滑块使用钢料为 M333。
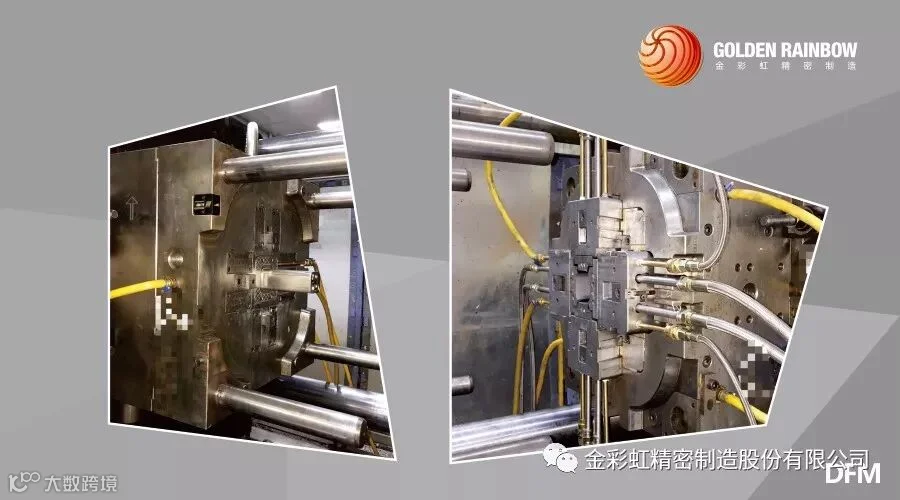
模具水道设计
为了保证模具表面温度的均匀性和快速传导,模具内部必须开设合理的水道来配合RHCM高光无痕注塑系统的快速升温和快速降温的需求。
水道采用直线水道,通过钻孔加工来实现 (水道离制品表面较非常近,水道与水道之间的距离也比较小)。水路一侧离产品面采用5~6mm,水口尽量采用平均分布,约15mm等距离分布。
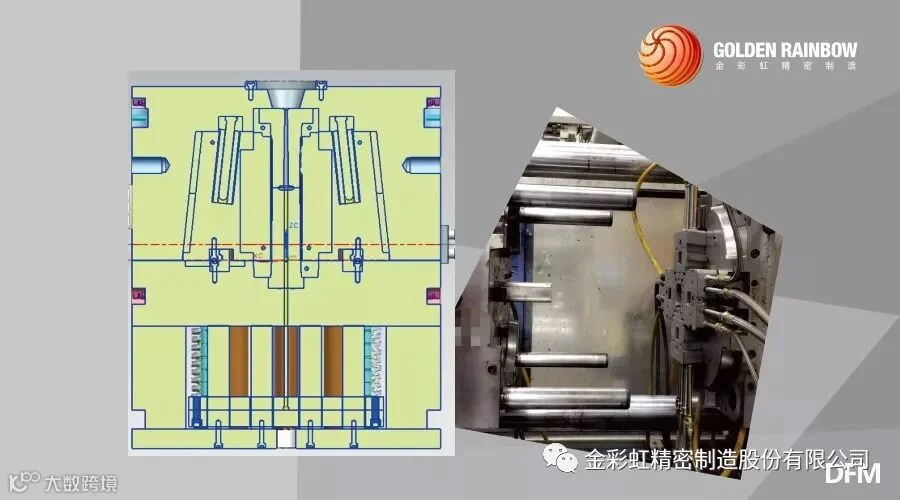
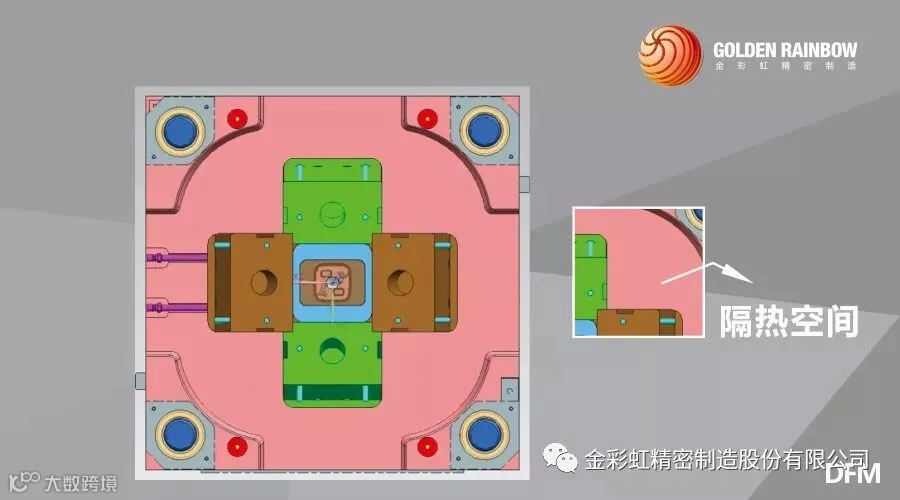
模具隔热设计
为保证注塑过程中施加的热能损耗最小,模具定模镶芯四面做掏空处理,模框与镶芯保有一定间隙,防止模框膨胀,以减少模芯于模框的接触面。
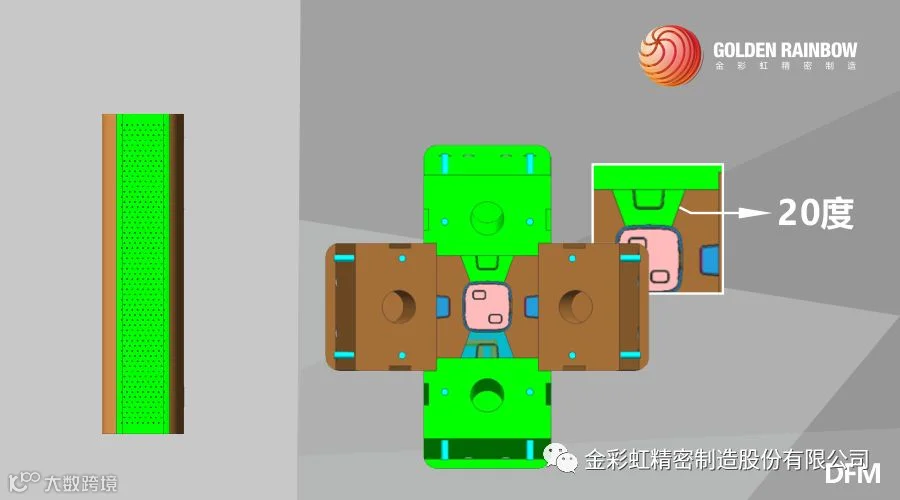
塑件顶出设计
如采用普通顶出方式,势必导致注塑件背部波点出现瑕疵,影响外部视觉观感,于是引入四边20度斜弹出模设计。保证波点效果的无痕。
进浇口设计
模具浇口设计要尽可能地减少熔接痕,并有利于排气及减少剪切。对采用水加热温控机的模具,浇口尺寸要开得大一些并且尽量采用大浇口进胶,在不影响产品机能及成型效率下,浇口应尽量缩短其长度、深度、宽度。
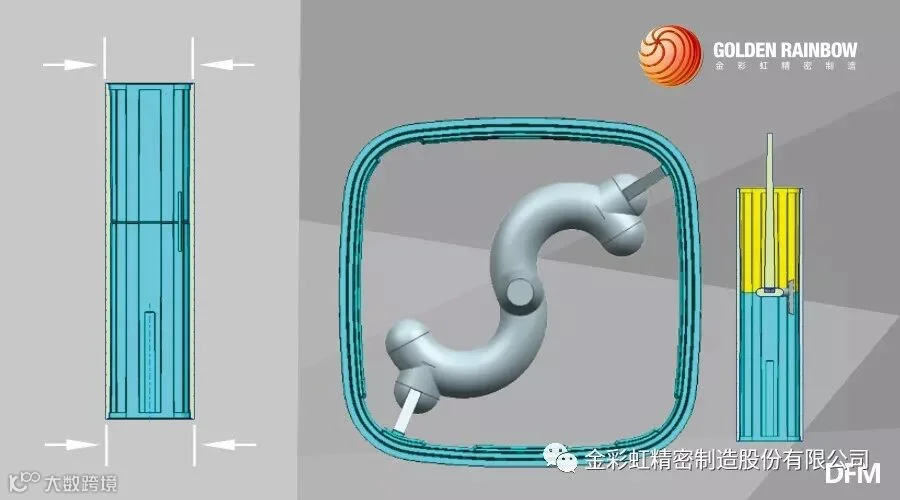
中端布置双浇口设计,还可避免前后直径偏差过大引起的 “大小头” 现象。
模流分析
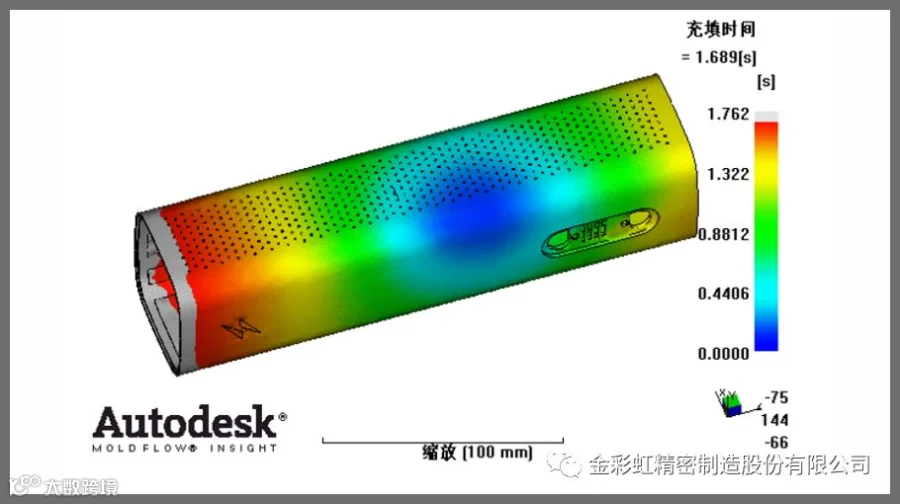
模流模拟软件显示,该注塑整个理论填充时间仅仅耗时不足1.8秒,较常规注塑方式减少50%,较快的流动时间能保证溶流在设定温度的型腔内完成无痕结合。



按图索骥,先进设备数量并非现代加工企业最核心的价值所在,开发意图的实践能力才是核心。金彩虹拥有以DFM理念为核心的科学、系统、完整的加工解决流程,公司采用市场,技术,工艺项目三位一体的项目管理机制,与加工开发企业实现无缝对接,将装配制造技术工艺完美融入到开发产品的前沿设计,杜绝设计概念化,图纸化,使企业开发产品最大限度符合市场消费需求。
金彩虹持续为世界500强开发企业
源源不断地输出强大的开发实践能力

2008年,全球金融危机爆发以来,衰退的阴霾幽灵般充斥着市场的各个角落,但危机时刻也往往孕育着的机遇和转机。金彩虹公司敏锐的遇见到新材料、大数据、智能制造等新兴技术的诞生给精密制造行业带来的无限广阔发展潜力,通过坚守实业,不断创新,敢于发掘新技术市场应用潜力,为客户源源不断输出精湛卓越的制造技艺。2018年,金彩虹公司将持续秉持敬畏市场,敢为人先,锐意进取的经营理念,与客户,合作伙伴共同成长与进步。


农历新年即将来临,在此辞旧迎新之季
深圳市金彩虹精密制造股份有限公司
董事长兼总经理陈爱化先生及其高管团队
代表全体员工
恭祝广大客户,合作伙伴,社会各界人士
合家团员,新年快乐!



欲进一步获取企业详细信息,请选择以下方式:
1. 请继续选择浏览公众号内其他相关内容。
2. 公众号留言,在线客服将为您服务。
3. 致电 0755 - 81485001。

↓↓↓ 点击"阅读原文" 【查看更多信息】