
点击上方 “ 金彩虹精密制造股份有限公司” 关注我们
介入医疗技术 是20世纪末医学对人类文明的重要贡献之一,涵盖了心血管,脑血管,癌症,外科,妇科,眼鼻咽喉科 等科学技术。

精密医用高分子管材

“ 介入医疗器械精密用高分子管材 ” 的 性能
决定 介入医疗器械 的 操作性能。
精密医用高分子管材
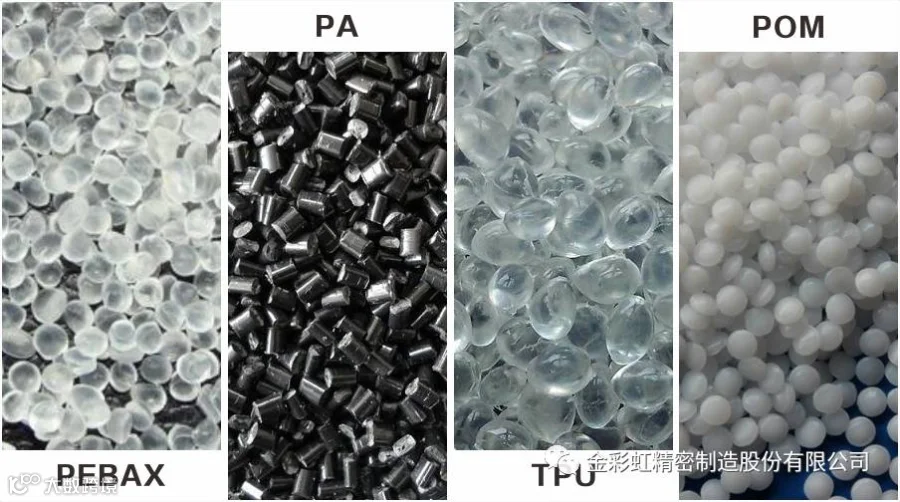
“ 医用高分子材料 ” 的 属性与 加工工艺
决定了 “ 精密医用高分子管材 ” 的 性能。

医用高分子材料加工工艺
关键原材料分析技术
做为精密医用管材挤出的技术人员来说,最大的挑战是找到 对应原材料粒子的 最佳处理条件 。
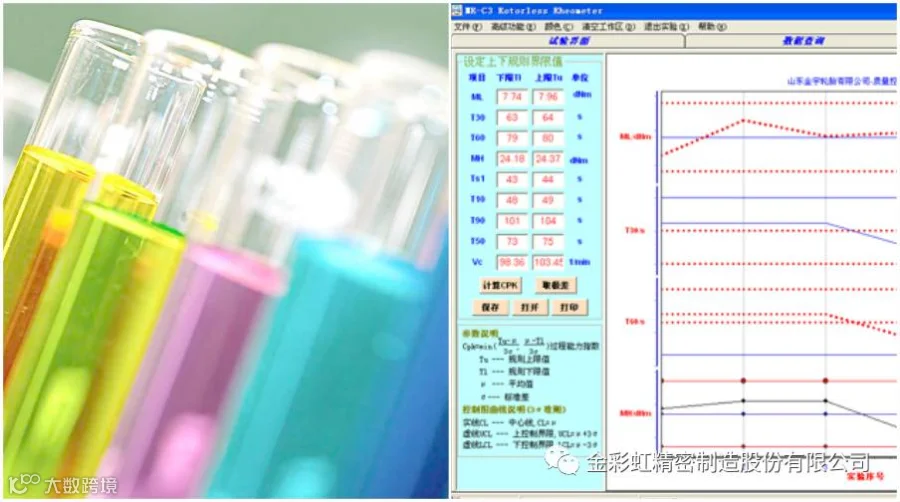
高聚物在成型加工过程中,将对其它溶体的 流变特性 产生直接影响,进而影响到制品加工成型的 难易程度 和 工艺条件 的确定。
管材精密挤出技术
管材的精密挤出是一种通过对挤出过程要素的 精确控制,实现几何尺寸 高精密化 和材料微观形态 高均匀化 的成型过程。
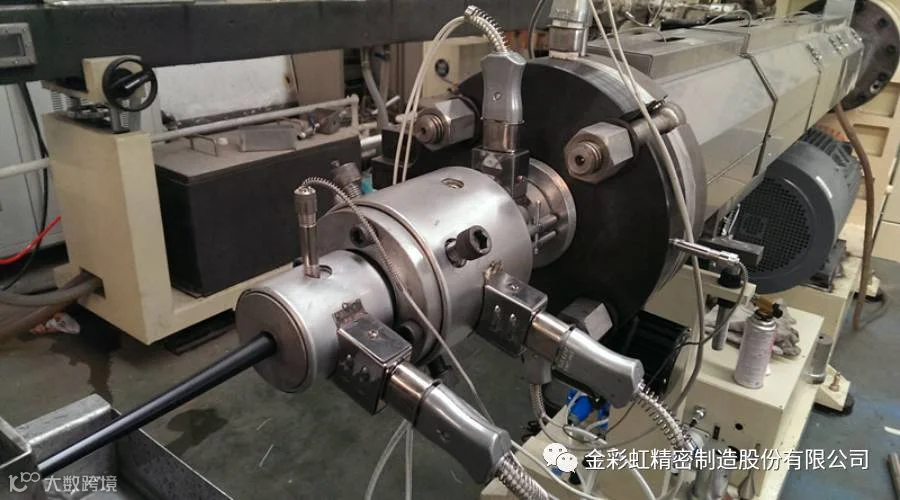
1. 挤出成型工艺
重要工艺指标:管材延伸率性能
指标特征:延伸率随着拉伸比的增加而降低;延伸率随着挤出温度的增加而降低;延伸率随着冷却水槽间距增加而升高。
工艺指标影响变量:(见下表)

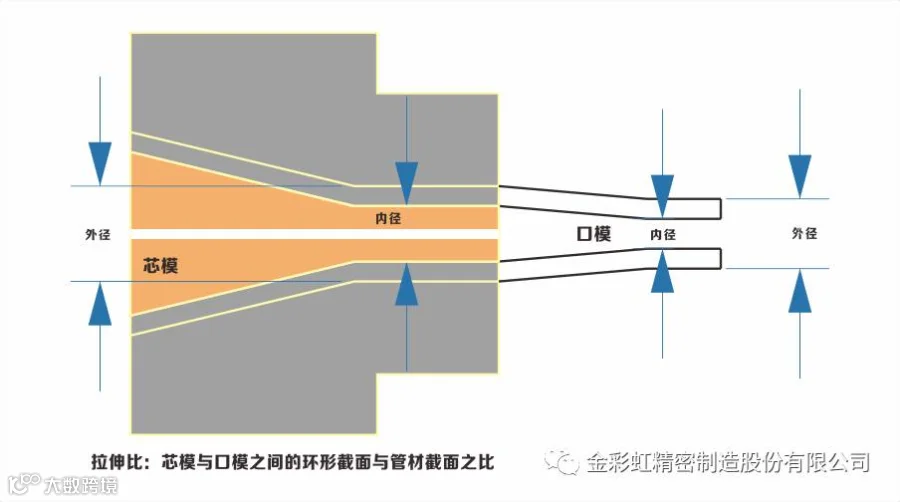
2. 模具设计与制造技术
重要技术节点:A. 拉伸比 B. 拉伸平衡
A节点特征:拉伸比过大会减低挤出管材的稳定性;拉伸比过小会增大挤出机出口压力,影响设备使用性能;使用高粘度材料时,为了获得更小尺寸的管材,需要拉伸比较小的模具设计。
B节点特征:拉伸平衡等于1时,会获得所需尺寸的管材;拉伸平衡小于1时,挤出的管材外径偏大;拉伸平衡大于1时,挤出的管材内径偏大。
管材精密挤出技术特征:工艺参数波动小,设备状态稳定,成品几何精度提升50%。
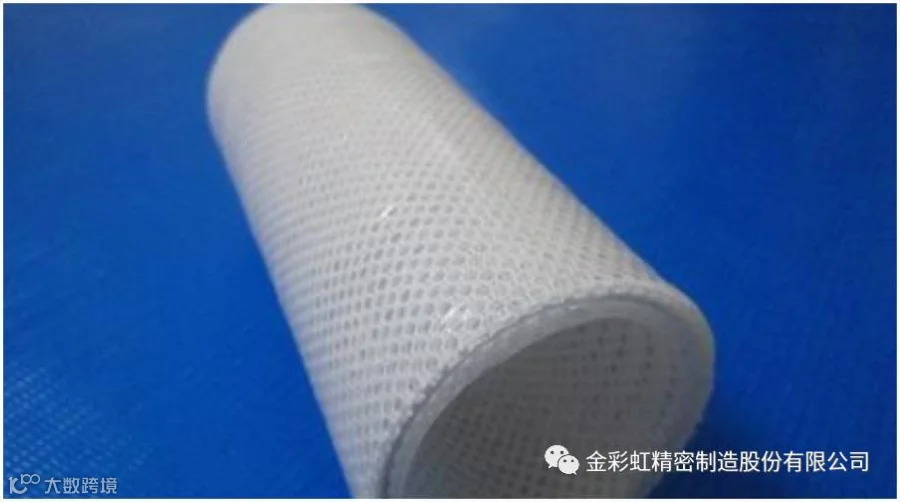
编织增强复合管材制造技术
编织增强复合管材是一种 编织网 均匀分散 在 管材壁厚中心 的 增强型 复合管材。
加工流程:编织好的织物层,被预热到包裹聚合物温度的上下限之间,通过芯模进入口模,包裹聚合物在口模内以流动形态致密填充编织网格,同时和内层牢固的粘连在一起。
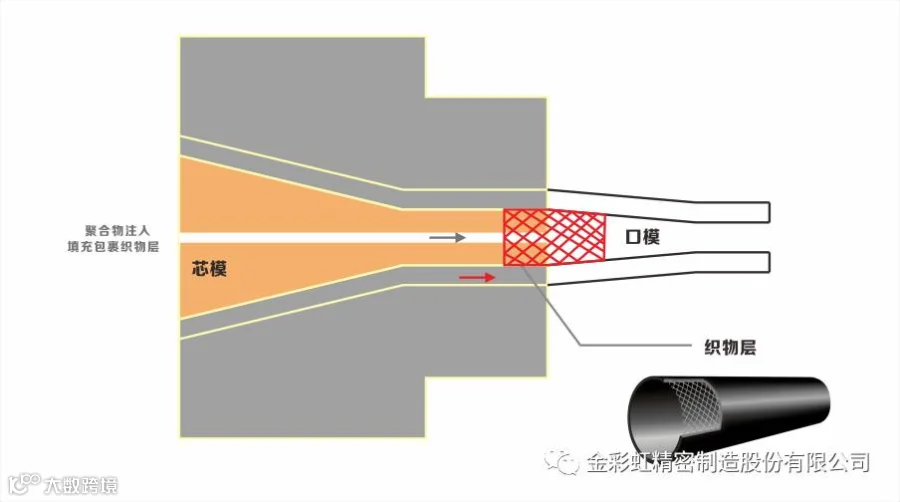
注意事项:在包裹挤出的过程中,通过调控 熔体压力,熔融温度 和 内层预热温度 调控内层和外层材料的微观机构,使管材具有 高强度,高扭矩传输,高耐爆破压 和 高抗塌陷 的力学性能。
编织增强复合管材是 提升 薄壁挤出管材 耐爆破强度 的技术解决方案。
嵌套增强复合管材制造技术
嵌套增强复合管材是将不同的 管材,增强材料 和 辅助材料,由内向外 嵌套组装,在由外向内 加热加压,使不同的 中空纤维 和 增强材料 形成有机的整体。
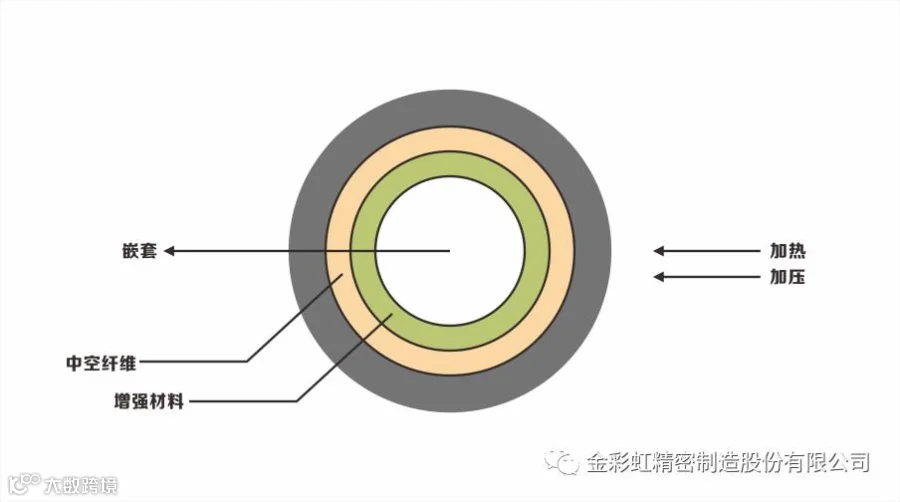
工艺过程: 组装,加热,加压,分子间扩散,冷却固化,辅料剥离,抽芯。
管材首尾焊接技术
管材首尾焊接技术是指将不同管材通过 首尾对接方式 固定在一起,然后将其加热 到一定温度,对其实施一定 压力,使管材材料发生 熔融 或 固态流动,使两种管材从 分子链水平 上相互 缠绕 在一起,达到 无缝对接。
关键工艺节点:对接处的结合强度与平整度。
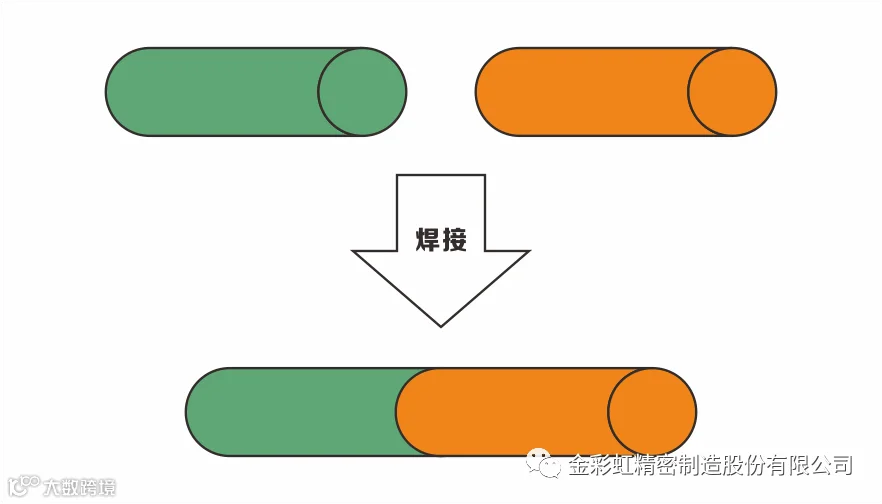
焊接随着时间的推移,高分子链 扩散 到界面对侧 越远,焊接 强度越高。

关于金彩虹

金彩虹 - 装备实力

金彩虹 - 承接业务




欲进一步获取企业详细信息,请选择以下方式:
1. 请继续选择浏览公众号内其他相关内容。
2. 登录官方网站:http://www.jchsj.com/。
(复制此链接,粘贴至您手机浏览器,即可)
3. 点击服务号 “ 集团纵览-官方商城 ”菜单可在线垂询,下单。
4. 直接在公众号留言,公众号在线客服将为您服务。
5. 致电 0755 - 81485001。
↓↓↓ 点击"阅读原文" 【查看更多信息】