

一、超细纤维的主要特性
纤维线密度的降低赋予纤维许多超越常规天然纤维的优越性能。主要可归纳如下:
(1)线密度相同的复丝或纱线,其单纤维根数愈多,成纱强力就愈高。
(2)单纤维线密度愈小,抗弯曲刚度愈低,纱线及织物的手感就愈柔软,悬垂性好,具有高级的“书写效应”。
(3)单纤维直径愈小,纤维的比表面积愈大,吸附性增强,去污力提高,过滤性能好,毛细效应强。
(4)单纤维直径愈小,单位面积织物的密度愈高,织物保暖性愈好,且具有防水透气性。
然而,单纤维线密度的减小也会带来一些麻烦,如染整加工时,上染速率快、易染花、染料吸收量大,但显色性差、染色牢度也会变差等。
二、纤维表面积与线密度及直径的关系
由式(1-3)知纤维直径:
又根据纤维比表面积(即质量面积)定义:
S=πD*(L/m)
因此:
式中:L/m——单位质量的纤维具有的长度,记为Lm。则纤维比表面积与其线密度和直径有如下关系:
线密度单位取dtex,密度单位取g/cm³,Lm单位取cm/g,换算可得式(1-7):

表1-3和图1-2给出了PET纤维、PA6纤维及PP纤维的比表面积、线密度和直径三者之间的关系。
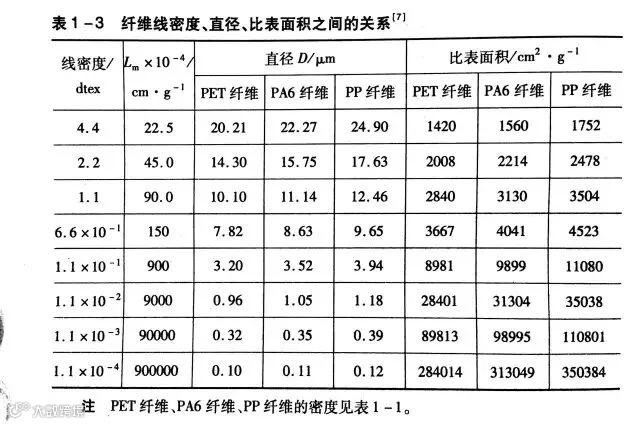
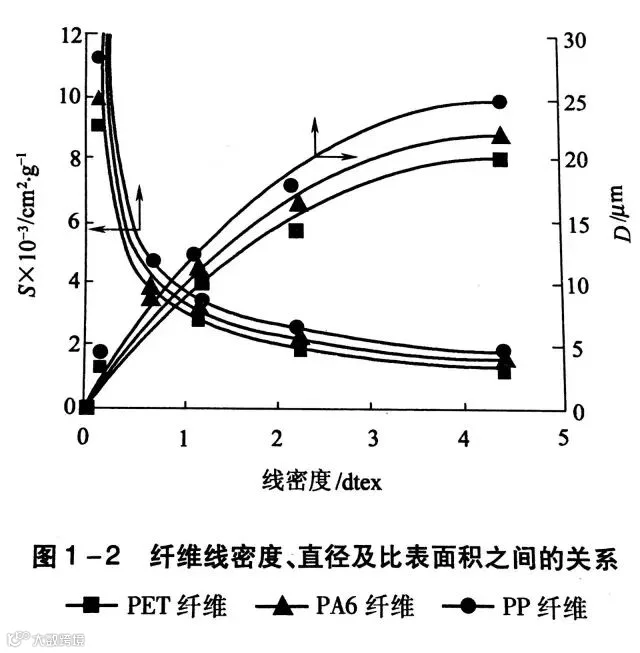
由表1-3及图1-2可以看到,随着纤维线密度变小,直径下降,纤维的比表面积增大尤其在纤维线密度小于1.1dtex时,纤维直径及比表面积变化的幅度加剧。纤维直径及比表面积的变化将使纤维性能发生很大变化。
三、纤维结构、性能与线密度的关系
1.纤维柔性与纤维线密度的关系
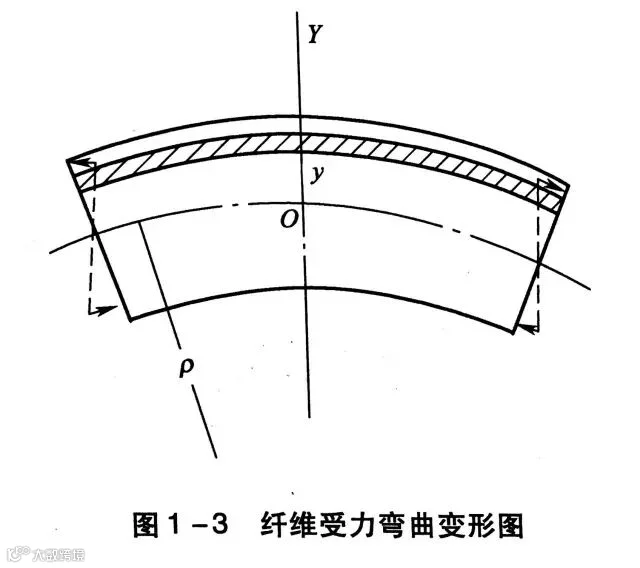
将1根纤维作弯曲变形时,纤维的轴线在纤维中的相对位置不变,轴线以上部分(外侧)发生拉伸变形,轴线以下部分(内侧)发生压缩变形,而且距轴线愈远处受拉伸或受压缩的程度愈大,如图
1-3所示。
纤维柔性的描述是一个很复杂的问题,定量表示纤维的柔性更加困难。这里,用工程力学中的弯曲刚度E1来简单地表征纤维的柔性。弯曲刚度E1表示材料抵抗弯曲变形的能力,其值愈大,材料愈难弯曲变形,亦即材料抵抗弯曲变形的能力愈大。EI中的E为材料的弹性模量,反映材料变形的难易程度——显然,E值愈大材料愈难变形,E值愈小材料愈易变形;而且,材料相同的纤维具有相同的E值,材料不同的纤维具有不同的E值。而El中的I为材料横截面的一种几何性质,称为轴惯性矩,它反映的是材料形状(包括
尺寸大小)对材料弯曲变形的抵抗能力——显然,I值愈大材料愈难变形,I值愈小材料愈易变形。
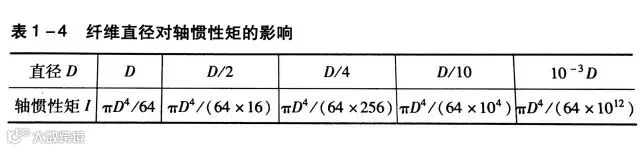
对于同一种材料的纤维,因弹性模量E为固定值,所以弯曲刚度EI就只取决于截面轴惯性矩I值的大小。由工程力学知,形截面的轴惯性矩I=πD³*D/64,即圆形截面纤维的轴惯性矩与纤
维直径的4次方成正比。这说明纤维直径的微小变化将引起轴惯性矩的急剧变化,从而引起纤维弯曲刚度EI的急剧变化。因此,纤维直径变小,会表现出纤维柔性的极大提高。表1-4是用实例表示的具体数据,可见纤维直径对其截面轴惯性矩的影响之大。
若将长L的圆形纤维一端A固定(如图1-4,例如一块起绒布
料的绒毛),于另一端B处施加力F使其弯曲(如同用手去抚摸布料的绒毛),假设纤维弯曲的曲率半径为p,则根据工程力学中悬臂之梁受力弯曲变形的力学分析,知此时所施加的力F为:
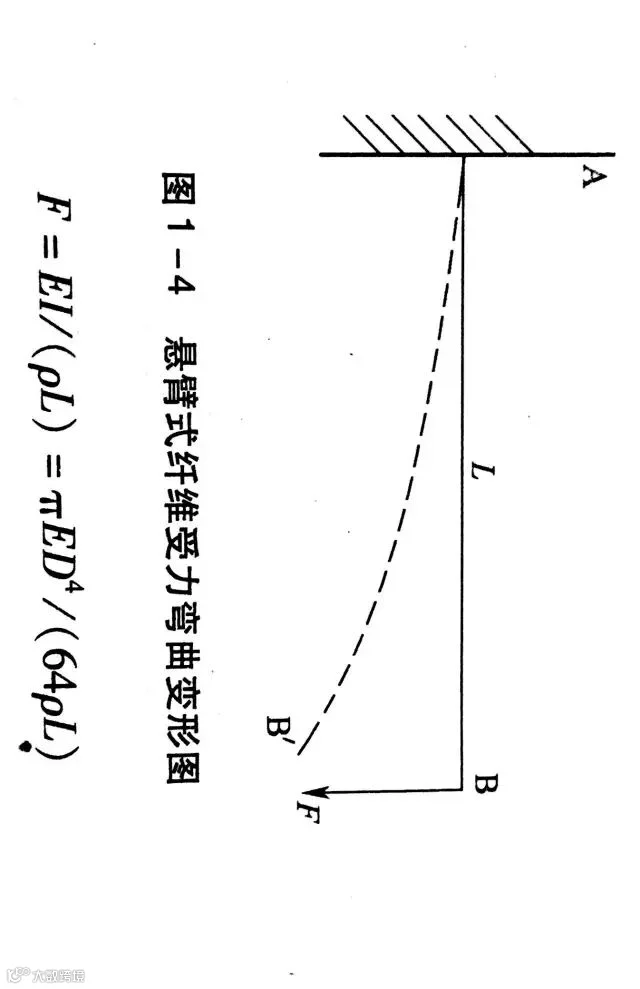
亦即,使纤维弯曲变形时所需要的力F与其直径的4次方成正比,与纤维长度成反比。所以,纤维直径愈细愈易变形,纤维愈长也愈易变形。故降低纤维的线密度可有效地提高纤维的柔性。
纤维截面的轴惯性矩不仅与纤维截面的尺寸有关,还与纤维截面的形状有关。表1-5反映了纤维截面的轴惯性矩与截面形状的关系。
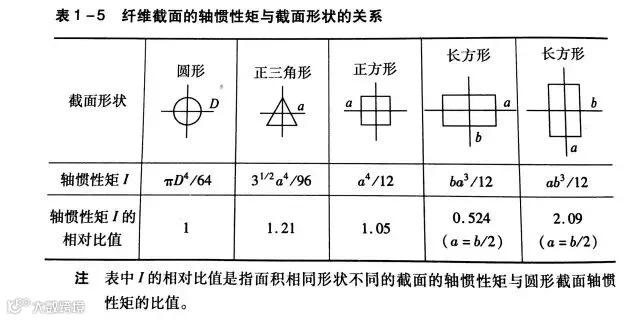
当采用异形孔喷丝板仿制不同截面形状的纤维时,便可得到不同弯曲能力和不同性能的纤维材料。
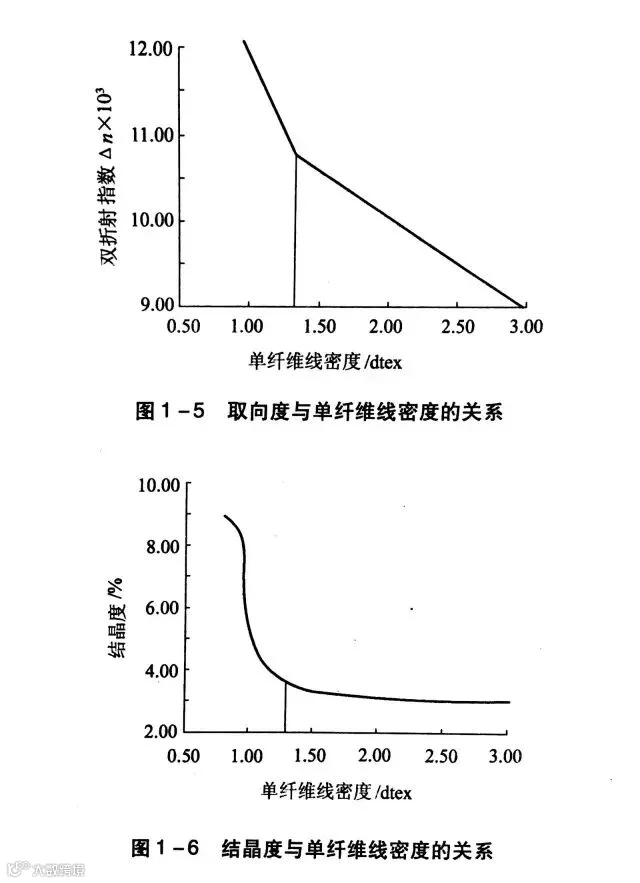
2.取向度、结晶度与单纤维的线密度的关系
纤维在纺丝成型(特别是熔体纺丝成型)过程中,单纤维的线密度愈小,纤维比表面积愈大,在纺程上纤维与空气间的摩擦阻力也愈大,因而纤维的取向度也愈高。与线密度和比表面积间的变化关系相似,当单纤维的线密度小于1.1dtex时,取向度急剧增加纤维取向度的提高又会诱导结晶的发生,引起结晶度的提高以及与此相关的其他性能的变化(图1-5、图1-6)。
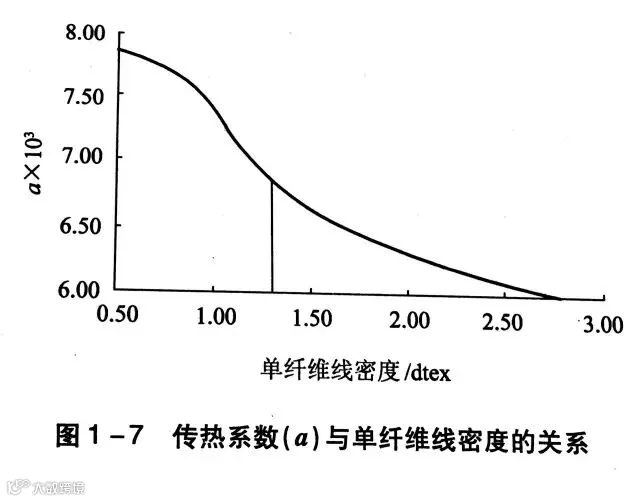
3.传热系数与单纤维的线密度的关系
与线密度和比表面积间的变化关系相似,当单纤维的线密度小于1.1dtex时,纤维的传热系数也迅速提高(图1-7)。这也将对超细纤维织物穿着舒适性有所改善。
4.染色性能与单纤维的线密度的关系
单纤维的线密度愈小,纤维直径愈细,比表面积愈大,纤维对染料的吸附速度加快,即上染速率加快但是,由于纤维表面的反射光增强,使纤维的显色性变差,即在同样染料吸附量的情况下,纤维或织物给人们的感觉是色浅。
因此,要使超细纤维的发色性达到常规纤维的水平,就必须增加染料的用量,如采用常压型阳离子染料可染聚酯(ECDP)纺制超细纤维,可得到满意的染色效果。另外由于超细纤维的比表面积大,上染速率快,故染色时容易染花,一般采用低温入浴、慢速升温的染色工艺可以改善染色效果。
超细纤维织物染色时最易出现的问题是染色不均匀——批内及批间差异,易出现色斑,色相偏差,特别是色相的重现性差,而且色牢度差。织物染色过程中也易出现运行不良并导致色痕及褶皱。
超细纤维织物染色时染色设备的选择至关重要,若在张力或压力下加工则手感差,但是在松弛状态下染色又会产生褶皱,因此应当选择合适的染整设备"。