在电机类或电声产品的制造与代工一线摸爬滚打多年,我深刻体会到,品质管控 QC 的核心环节是设定科学合理的“公差框限”(Tolerance Limits)。公差框限是连接研发标准与规模化量产表现的桥梁,其设定的根本目的在于有效拦截缺陷产品。

在我看来,这一过程本质上是产量与质量的博弈:
若框限设置过于宽松,虽然纸面上的良品率与产能会显著提升,但势必导致存在隐患的缺陷产品流入市场,严重损害产品口碑与客户满意度;
若框限设置过于严苛,良品率将急剧下降,虽然出货质量保住了,但制造成本的浪费是极大的。

在实际接手项目时,我经常遇到品牌方或研发团队还处在声学性能评估阶段,给不出精确的量化指标。
此时,制造方必须具备一套严密的标准化测试流程,通过科学配置测试系统、精确采集参考数据并合理选择框限策略,在生产线上快速、可靠地划定“良品”与“缺陷”的物理界限。
以下是我在实际工作中总结的四个关键阶段。
第一阶段:测试系统的精细化配置
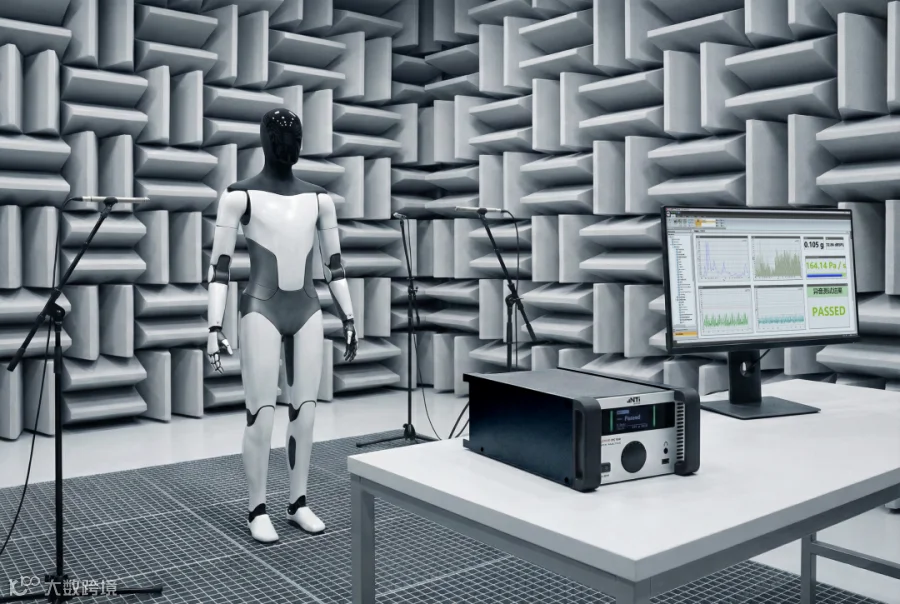
建立公差框限的基础,是构建一个具备极高可重复性和精度的物理测试平台。测试系统所获取数据的可靠性,直接决定了后续框限判定的有效性。

在产线上,我通常会部署 NTi Audio 的 FX100 分析仪,通过模块化软硬件协同,我们能够在几秒内完成复杂数据的采集与 Pass/Fail 判定。为确保测试结果具备统计学参考价值,我要求系统的电气指标必须远超待测体(DUT)的性能上限。
|
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
除了分析仪本身,治具(Test Jig) 的设计同样是我紧盯的环节。声学治具必须根据产品定制,确保每次测试中的几何位置绝对一致并消除声学反射。此外,车间环境中线缆频繁拉扯极易导致接触不良和数据漂移,所以我对线材的抗疲劳度和接线的简易性要求极高。


第二阶段:四大核心公差框限的建立与应用
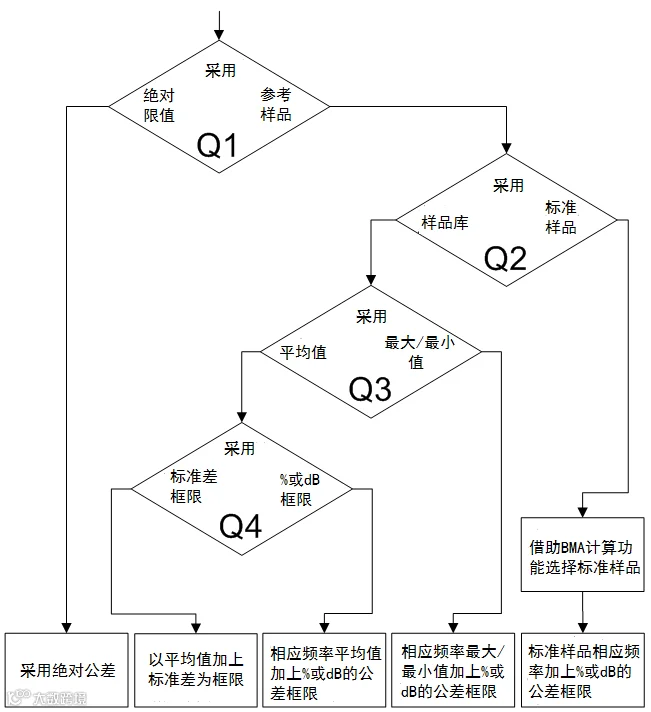
在确保测试系统精准稳定后,需将采集到的声学数据转化为明确的管控标准。我的工程实践中,主要采用四种不同层级的公差框限设定方式。合理选择管控方式,是优化良品率的关键。
|
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
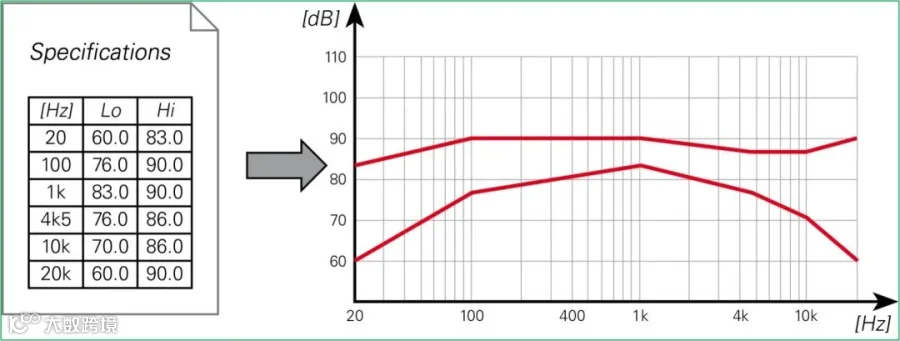
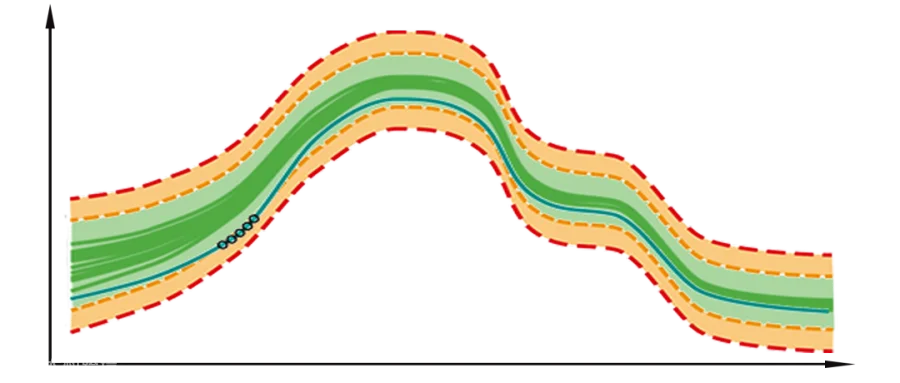
在实际操作中,绝对框限的设置最为直观,但其对测试环境(如治具磨损、气压、温湿度)的微小变化极度敏感。如果产线环境与研发定标环境存在偏差,极易导致整批合格产品被误判拦截。因此,绝对框限往往需要引入环境补偿算法。
相比之下,相对框限和浮动框限具备更强的实战价值。相对框限完全基于当前产线环境提取标准,环境引起的声学假象会在参考曲线和 DUT 测量曲线中相互抵消。而浮动框限则帮我保住了那些仅仅是某些绝对值有点偏差、但整体走势不影响用户体验的合格品,大幅挽回了良品率。
第三阶段:参考数据采集与 BMA 黄金样确立
不论用哪种框限,其有效性完全依赖于基准数据(Reference Data) 的纯净度。因此,提取“黄金样”(Golden Sample)是我在整个流程中最慎重的决策。
我的首要原则是:在真实的生产线物理环境中采集基准数据。我会初步随机抽取 10 个左右(基于 NTi Audio 方案)同型号样品进行测试,随后对曲线集群进行严密的人工与统计学筛选:
排除离散异常值:如果某一样品的曲线走势明显背离主流数据,即使其单项数据未见明显异常,也必须从参考样本池中剔除。
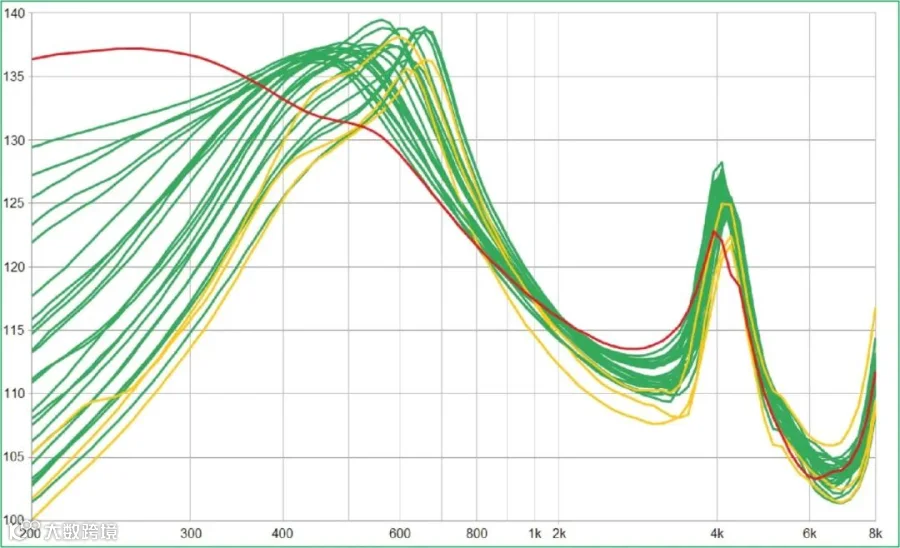
黄金耳的听音确认:针对走势一致但局部存在偏差的边界样品,不可仅凭算法判断。必须邀请经验丰富的听音员(Golden Ears)进行主观评估,并在品管、工程等多方共识下决定其去留。
在确认了纯净的参考样本池后,我会从中挑选约 5 个黄金样封存。这里我通常依靠 NTi Audio 的最佳匹配平均(BMA) 算法来替代人工盲选。BMA 会先算出样本池的数学均值,随后遍历样本池,然后找出与这个均值偏差最小、均方误差最低的那组实物数据。
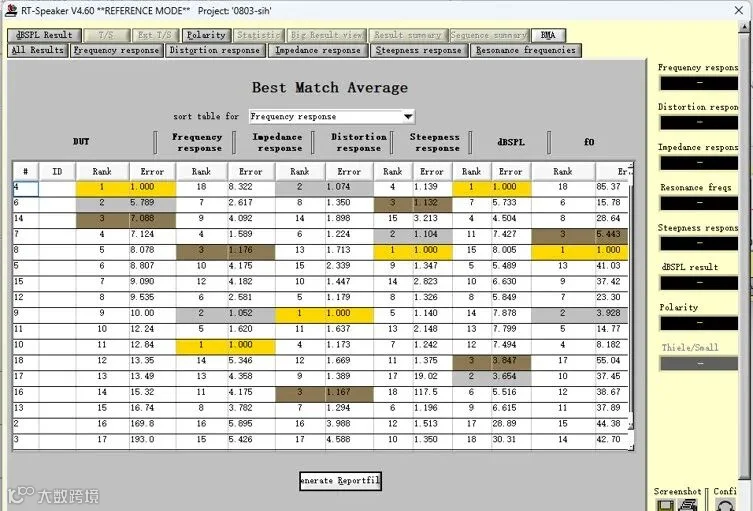
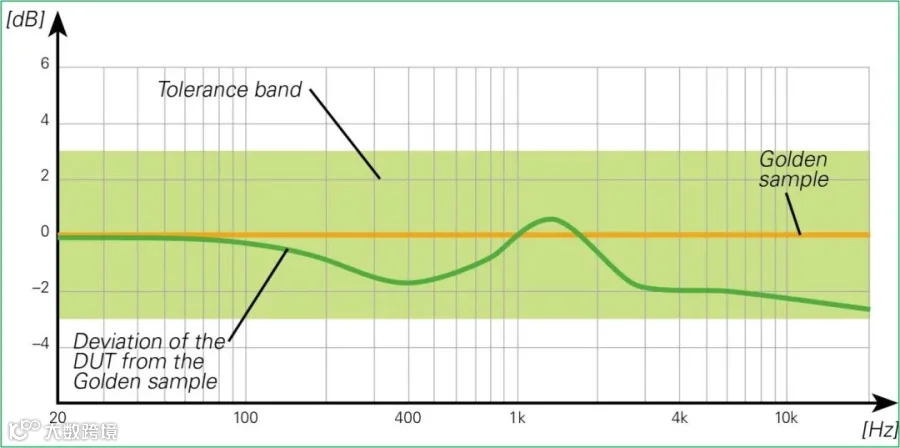
通过 BMA 算法选定的黄金样,是该批次产品的统计学代表。以此黄金样为核心,即可通过最大最小值运算或设定标准差余量,科学合理地铺设出上下公差框限。
第四阶段:临界产品的柔性处理与分级管控
当框限设定完毕并投入量产后,必然会捕获到数据刚好在框限边缘的“临界产品”(Marginal Products)。采用一刀切的直接拦截逻辑显得过于僵化,往往会错杀合格产品。
为了产值最大化,我通常会在产线上部署两种柔性策略:
基准库的动态扩充:如果抽检确认该临界产品实际听感并无瑕疵,我会将该临界产品的测试数据回溯并添加至参考数据池中。这种操作使得公差框限能够对生产线的良性微小波动进行“动态学习”与自适应微调,有效降低因初期采样不足导致的误杀率。
实施多级分级管控:在现有的一级严苛框限外围,额外稍宽的辅助框限。当产品的测试结果突破内层框限但仍落入外层框限时,系统不会将其判定为报废,而是触发分级逻辑。
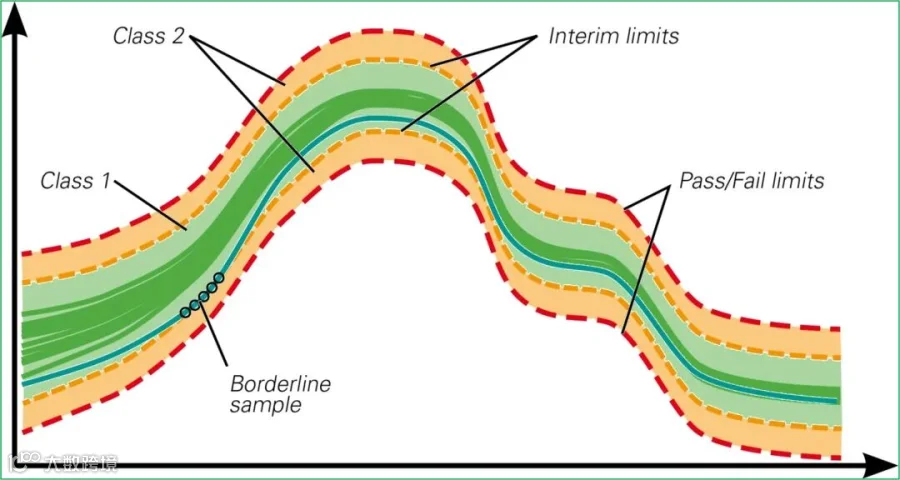
通过实施这种分级管控策略,我们既守住了绝不流出劣质品的底线,又能将不同一致性级别的产品精准分配给不同需求的市场(SKU),实现了经济效益的优化。
结论
回顾这些年的项目经验,生产环境中的公差框限设定从来不是在软件里敲几个上下限数字那么简单。它是一套融合了精密硬件、声学算法与统计学的系统工程。从选对能精准抓取异音的测试系统,到灵活切换管控逻辑,再到用 BMA 算法锁定黄金样、执行柔性分级策略,每一步都考验着工程智慧。
把这套标准化流程跑通,我们才能在复杂的量产环境中,真正做到既拦得住不良品,又保得住良品率,最终保障品牌方的质量声誉与市场竞争力。
内容来源:Nti