走进东风(十堰)锻钢件有限公司吉沃线厂房,一条全新的自动化变速箱轴生产线映入眼帘。和以往工人们热火朝天的忙碌景象不同,现在的生产现场很难找到人。
“其实我们这儿的同事不少呢。” 生产调度及QCD推进员韩林君指了指生产线,“看,那都是我们的‘机器人同事’。”


▋自动化变速箱轴生产线
只见天车将毛坯件吊运至上料口,“同事”就开始挥动机械臂灵巧地抓取毛坯件准确送进车床。铣面、粗车、精车,45秒后放入自动在线检测台检测,输出报告,再卸下放置在运转小车上,生产完毕。
对比之前,现场不再需要几个人费劲地搬上搬下,下达一个指令便可完成所有操作。
🔦
改善团队


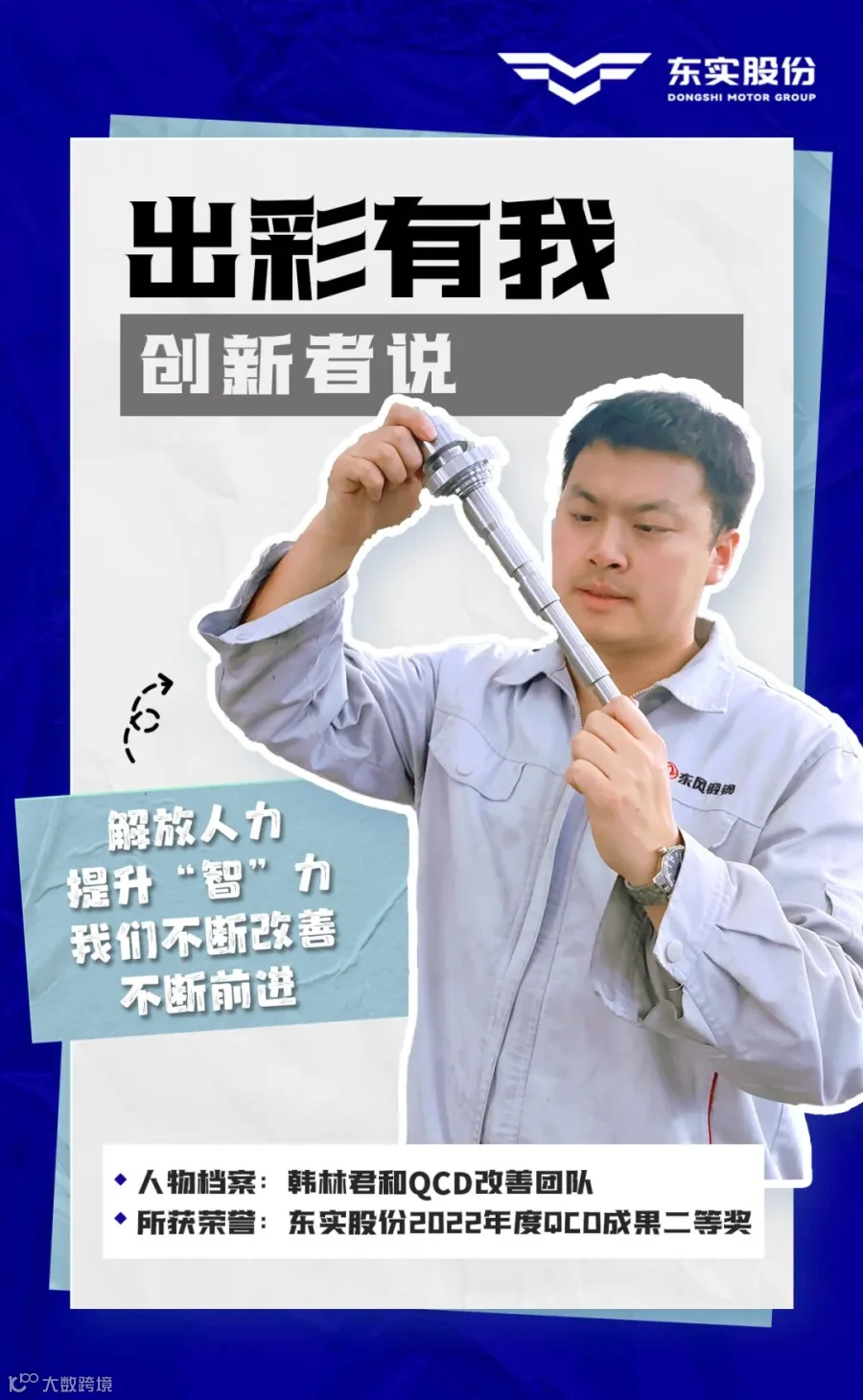
从制造转向智造的背后,正是韩林君和他所在改善团队的辛苦努力。
改善前,同等的产量需要16个操作工两班倒。“一个零件重5斤多,操作工人一天至少生产400余件。每个人每天要来回搬一两吨重的零件,走上一万多步。”韩林君介绍说,“员工非常辛苦不说,生产效率和产品良率也有瓶颈。
“车间必须改造!”面对汽车行业提档转型的“窗口期”机遇,东风锻钢件坚持“上高端、强转型、优质量、提效率”,以“智”赋能。
韩林君喊上装备部部长朱之红、技术工程师梅海等11人,组建起一支高技能智能化改善团队,迎接这个挑战。


▋韩林君琢磨改善方向
虽然接下了任务,但如何实现智能化改造?当时的韩林君根本不知道如何作答。
智能化改造是一项复杂的系统工程,看得见的机器人配送、机械臂抓取,只是这项工程中的冰山一角,实际的工程难度和牵扯的业务流程,远远超过改善团队的想象。
“用到哪些设备”“找哪些厂商”“大概花费多少”“业务流程如何重新规划”……这些问题成了摆在韩林君和改善团队面前的一座座高山,他们只能一边学习借鉴同行经验,一边请求集团专家指导。同时,天天“蹲”厂里,仔细琢磨每个生产环节,多方收集意见。


▋韩林君和改善团队成员复盘工作情况
经过几个月的摸底调查、实地预测、反复核验,韩林君和团队对智能化改造有了更清晰的想法,态度也更加笃定,“一方面要满足生产发交需求,一方面要尽快见到经济效益。”
他们找来技术成熟的设备生产厂家,就方案设计反复沟通完善,仅图纸规划就打磨了几十个版本。到了安装调试环节,也处处遇到难题,梅海天天盯在现场,不符合要求就坚决让设备厂家调试到位。
梅海印象最深的就是设备安装调试初期,零件毛坯在实际加工过程中多次打刀或撞机。一旦出现这种情况,机器人就要中断工序,既影响效率,不良品率也居高不下,“既有挫败感,也激起了我们的倔劲,跟它磨到底!”


▋操作工唐余操作数控机器人
韩林君、梅海等团队骨干经过深入排查后发现,原来是机械手在装夹零件时定位不够精准,导致零件经常装偏。为此,他们设计增加了顶尖顶住零件来解决问题。
经过多次调校后,机器人精加工的齿轴产品,无论孔径大小、深度、表面光洁度等都与按照工艺参数设定保持一致,产品质量稳定。
梅海自豪地说,“时代变了,我们汽车工程师也要从‘打铁’的转变为‘玩电’的。要学习新知识,赶超时代发展,把机器人制服,让它更听话。”
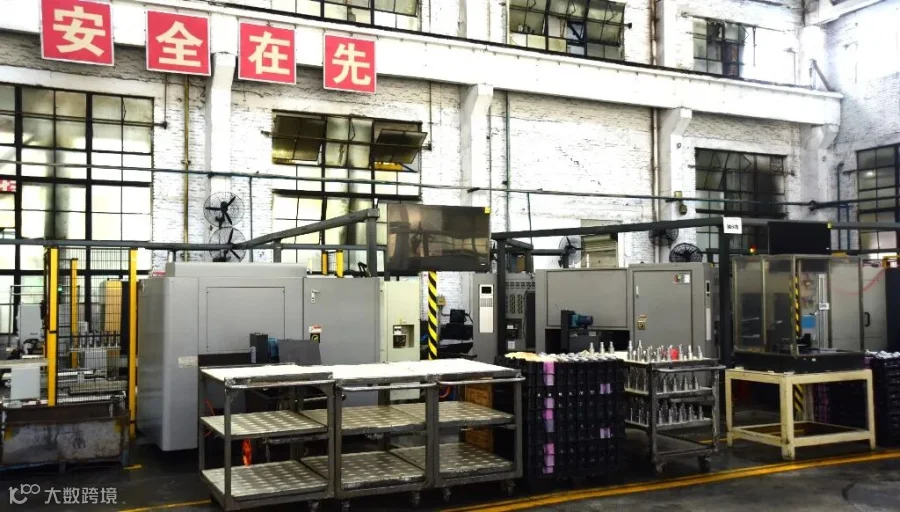

▋ 改造后的自动化阵地
现在,吉沃线厂房智能化改造已顺利完成,4条变速箱轴生产线,自动化水平已达95%以上。只需要2名工人,每天就可生产2000件输出轴,生产效率和产品良率也得到极大改善,辅料消耗成本每年可节省近10万元。