1.
踏板支架产线的效率痛点
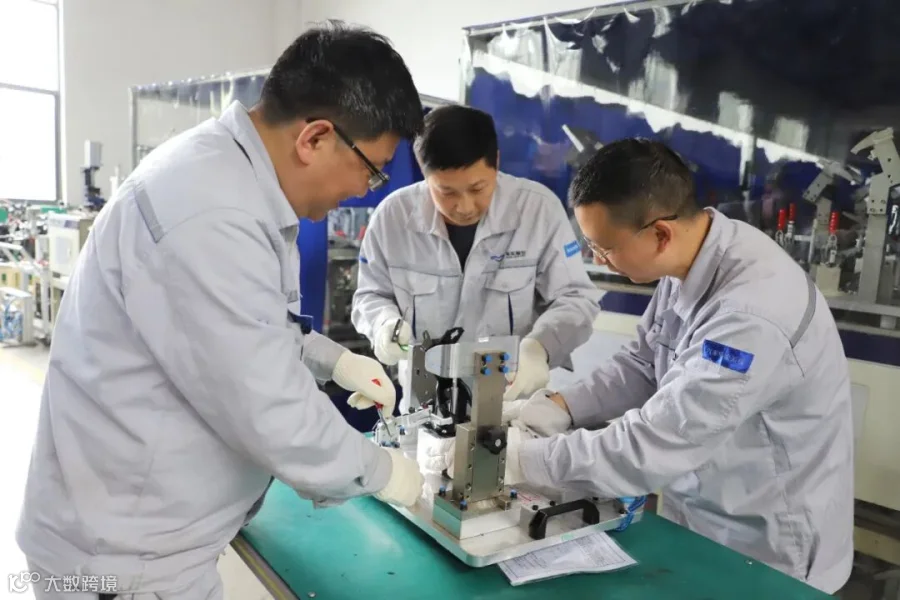
在东实车身部件(湖北)有限公司装配车间,班组材料员张举均正眉头紧锁地盯着生产线末端——那里堆满了未检测的新车型踏板支架总成。
生产线的节拍声“滴答”作响,但最后的百检工位却像被按下了慢放键:员工每检测一件产品,需用4个独立压紧器压住4个安装轴管,反复压紧、打开足足8次。动作繁琐,生产节拍硬生生卡在56秒,待检零件堆积导致的碰撞划痕不良品,更是让大家焦头烂额。
“这哪里是检测?简直是‘打地鼠’!”作业指导员曾勇擦了把汗抱怨道。张举均攥着秒表,心里清楚,若不解决这个“八次压紧”的顽疾,整条生产线迟早“断流”。
2.
打破“对角压紧”的惯性陷阱
当晚,张举均拉上曾勇和工装技术员潘明富,蹲在工位旁画起了草图。传统思路是“补丁式优化”——实行对角压紧,仅用2个压紧器对称固定。但现场验证时,未被压紧的轴管悬空晃动,检测精度直接“崩盘”。
“四个轴管的压紧点不能减,但动作能不能简化合并?”张举均用拇指和食指紧紧按住同侧的两个轴管,弯下腰平视着轴管底部,“你们看,如果压头能同时压住两个轴管,就能保证受力贴合检具,确保产品稳定性,同时压紧次数也能减半!”
潘明富眼睛一亮,说道:“把‘I’型压头改成‘C’型,让压紧器实现‘一托二’的功能!”曾勇却摇头道:“如果受力不均,就会呈现跷跷板的状态,一端压住另一端会翘起,间隙就会超差。”
3.
从“毫米级较真”到“秒级飞跃”
较真,是改善的起点。三人借用移动式三坐标测量仪,反复测算同侧轴管的受力中心点,先后进行了50组数据比对,最终将偏移量控制了在0.5毫米内。
他们分工合作,加工弧形“C”型压头,拆装并调整压紧器,然而,首轮试产时,新压头因采用普通镀锌碳钢,整体笨重,下压时的冲击力造成零件表面油漆划伤,又因强度不足,在连续加压后竟出现了变形。
“改材料!用铝合金替换镀锌碳钢!”潘明富和张举均达成共识。三天后,第二代“C”型压头装在了压紧器上。这一次,4个轴管被稳稳压住,由于新材料质量轻、硬度高,员工立刻就能上手操作,只需操作2个压紧器,动作次数从8次直降至4次。秒表按下——生产节拍瞬间缩短至50秒,效率提升10.7%!
4.
以点带面的全员改善
改善后的数据让车间沸腾。员工劳动强度大幅下降,单日产能从520件跃至580件,表面缺陷点数每月下降120点,工装维护成本更是降低15%。

这股“减法思维”的旋风迅速席卷全公司,借鉴“一托二”逻辑,将其他工位的夹具统一升级。三个月后,装配班的总产能提升6.2%,客户订单准时交付率创下新高。
如今,那台搭载“C”型压头的检测工位被贴上“改善之星”标签,成为一线员工改善培训的必学案例。谈起改善心得,张举均笑道:“改善就要立足一线,认真观察,勤于思考,解决生产中的瓶颈和难点问题。”
受此启发,员工自主提案如雨后春笋般涌出,有人改善夹具,解决了零件放不平,频繁调整问题,避免自工程不良产生;有人制作简易辅具,使得装配衬套节拍为8秒,装配节拍提升20%。制造工厂厂长在2025年一季度劳动竞赛表彰会上感慨说:“这6秒改变的不仅是效率,更是全员改善的积极氛围!”