

1
基于热成型钢的激光拼焊板的介绍
在过去的数十年中,基于燃油经济性、安全和环保的考虑,整车企业一直致力于白车身的减重。该目标旨在提升车身结构舒适性和安全性的前提下,提升燃油经济性和降低碳排放。为满足整车企业减重和控制成本的需求,供应商提出了多种基于原材料的替代方案,但都无法实现材料的泛用性和经济性。激光拼焊工艺作为一种连接工艺,可将两种或者多种不同材质、不同厚度的原材料结合在一个零部件上,以满足整车企业设计部门对单一零部件上不同区域的不同性能和重量的要求。激光拼焊解决方案平衡了整车企业对零部件性能、重量和成本的多个方面需求。
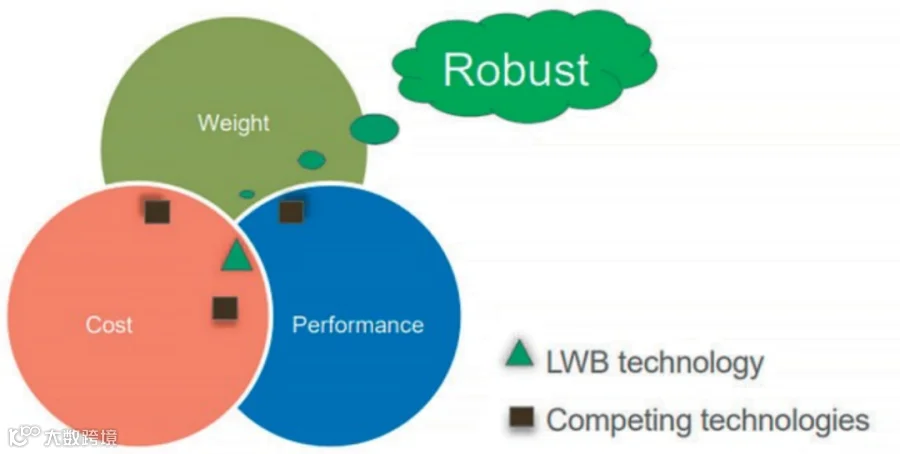
图11-50 激光拼焊解决方案的优势
激光拼焊工艺允许设计部门对每块子板做定制化的设计,以期零部件的每个部分都达到最能满足整车企业对性能和重量要求的状态。相对于其他常见的车身轻量化解决方案,激光拼焊最大的优势在于其仍然属于连接技术的范畴。目前基于全球范围的节能减碳趋势,整车企业在白车身设计上更倾向于使用整合程度高,中间加工环节少的大型化零部件。为适应这样的趋势,钢制零部件的整体化和大型化的最优路线仍然是采用激光拼焊的解决方案。
激光拼焊解决方案的减重效果,很大程度上受益于作为拼焊板基材的热成型材料的应用和推广。由于传统冷成型高强钢固有的回弹等问题的限制,钢材强度上升到1000MPa后,成型性会受到极大限制。但在热成型工艺和材料得到普及后,可加工的钢材的机械性能逐步攀升到1500MPa,甚至2000MPa。受益于钢材强度的提升,激光拼焊板的基材可以使用厚度较薄,而强度大大提高的热成型材料,从而兼具了减重和提升碰撞性能的优势。
2
基于热成型钢的激光拼焊板的优势
通常认为基于热成型钢的激光拼焊板具备如下四个优势,包括:减重、提升碰撞性能、控制综合成本、降低工装调试和生产难度。
2.1 减重
基于热成型钢的激光拼焊板的减重效果来源于如下两个方面:①激光拼焊工艺为对接焊,取消了搭接点焊所需要的搭接边。激光拼焊不需要搭接点焊所需要的搭接边,从而减少了重叠部位的材料重量。②更高强度的热成型钢带来的减薄效果。在实现等效的碰撞效果的前提下,热成型钢的使用可以实现基材的减薄。
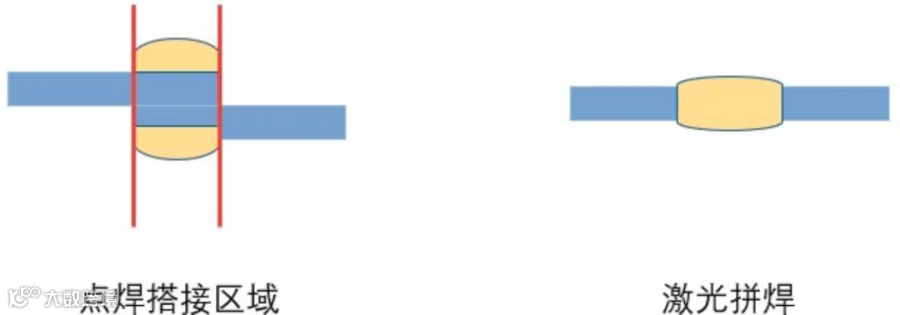
图11-51 激光拼焊工艺示意图
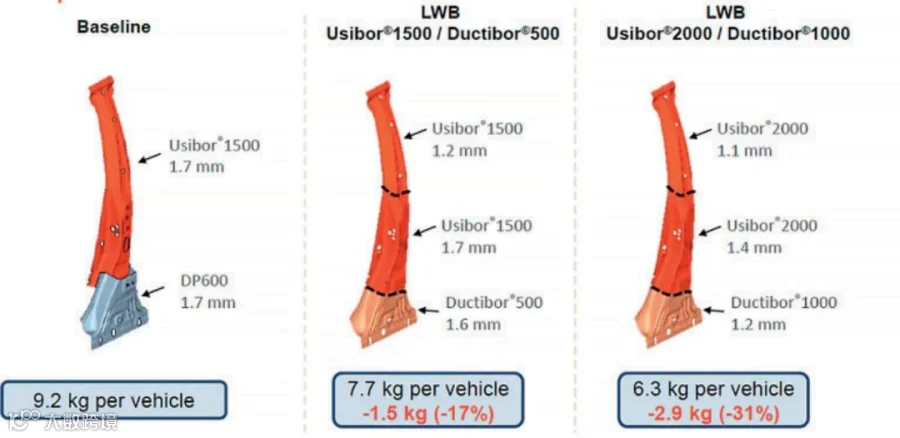
图11-52 更高抗拉强度的热成型钢减薄效果示意图
相较于传统的点焊搭接连接工艺,激光拼焊工艺为对接焊工艺。在碰撞的力传导中,由于对接焊不会受到剪切应力的影响,使碰撞力的传导更顺畅,从而增强了整个结构件的效率。
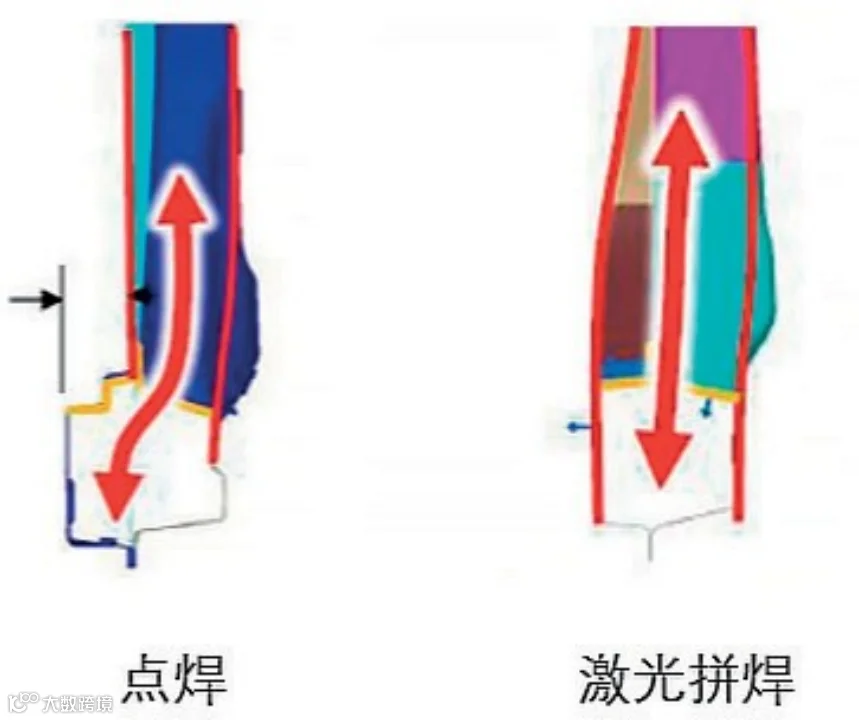
图11-53 点焊与激光拼焊示意图
基于热成型钢的激光拼焊解决方案对零部件综合成本的控制来源于如下方面:①通过降低落料的工程废料率降低材料成本;②激光拼焊方案使零部件整体化,从而减少冲压所需的工装投入;③激光拼焊使零部件整体化,从而减少后续零部件和车身焊装的工序和工装投入。
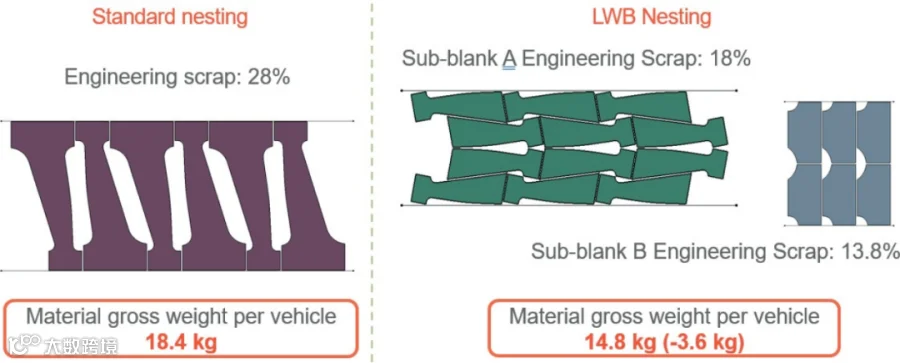
图11-54 通过降低落料的工程废料率降低材料成本
由于热成型钢在热成型工艺中表现出较小的回弹和良好的成型性能,冲压企业在工装调试阶段的调试成本和周期可以得到控制,且热成型钢在热成型工艺的量产中表现出较小的不良率,可以有效提升量产的连贯性和效率。
3
基于热成型钢的激光拼焊板在车身的应用
基于热成型钢的激光拼焊板在车身的应用,目前在国内的合资汽车企业和自主汽车企业已经完全普及。在诸多车型白车身的上下车体零部件上都有广泛而深入的应用。基于热成型钢的激光拼焊板的应用范围可参见图11-55。
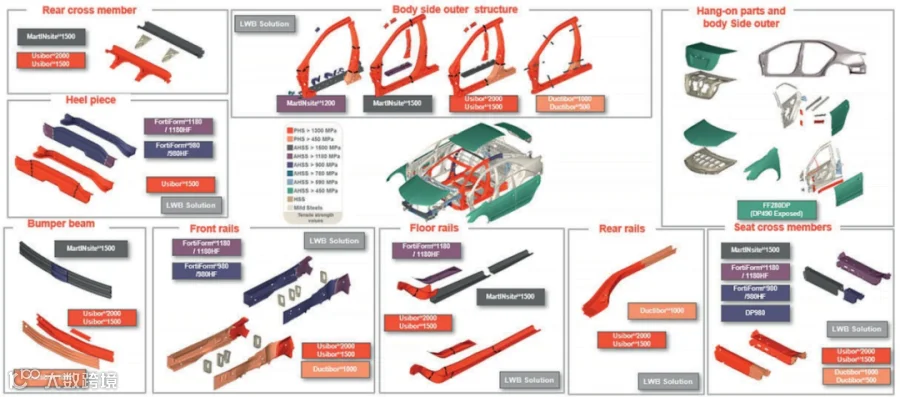
图11-55 基于热成型钢的激光拼焊板的应用范围示意图
如前所述,激光拼焊工艺作为一种连接工艺,具有使零部件整体化,大型化的技术优势。本文着重介绍两种基于白车身上车体的基于热成型钢的大型激光拼焊板的应用。
基于热成型钢的激光拼焊门环解决方案,将白车身A 柱到B 柱区域的A 柱上、B 柱本体、门槛、A 柱下等结构件整合为一个大型整体式环形激光拼焊板,一次冲压成型。
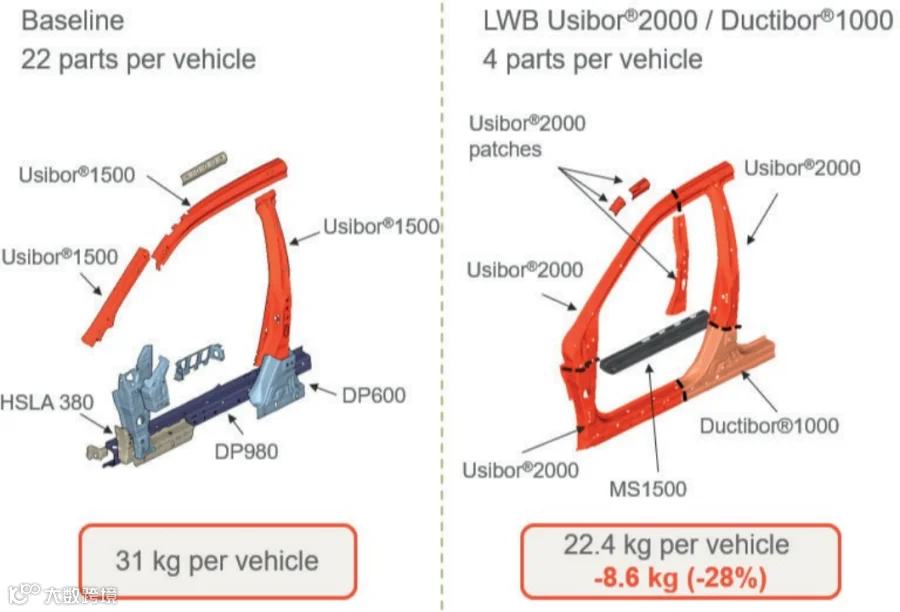
图11-56 基于热成型钢的激光拼焊门环解决方案
该方案具备如下优势:①将22个零部件整合减少至4个零部件;②减重效果明显(基于图11-56 测算模型,可单车减重8.6kg);③将多个零部件的冲压工装整合到一套冲压工装;④极大的简化了后续的焊装工序。目前基于热成钢的激光拼焊门环已经在国内外整车企业的主力畅销车型上逐渐推广。支撑该方案的原材料和加工供应链已经有了充足的技术和设备积累。
基于热成型钢的激光拼焊双门环方案,是在上述基于热成型钢的激光拼焊门环方案的进一步扩展。该方案旨在整合白车身从A 柱到C 柱的整个侧围范围的结构件,形成一个基于热成型钢的大型整体式激光拼焊双门环,一次冲压成型。
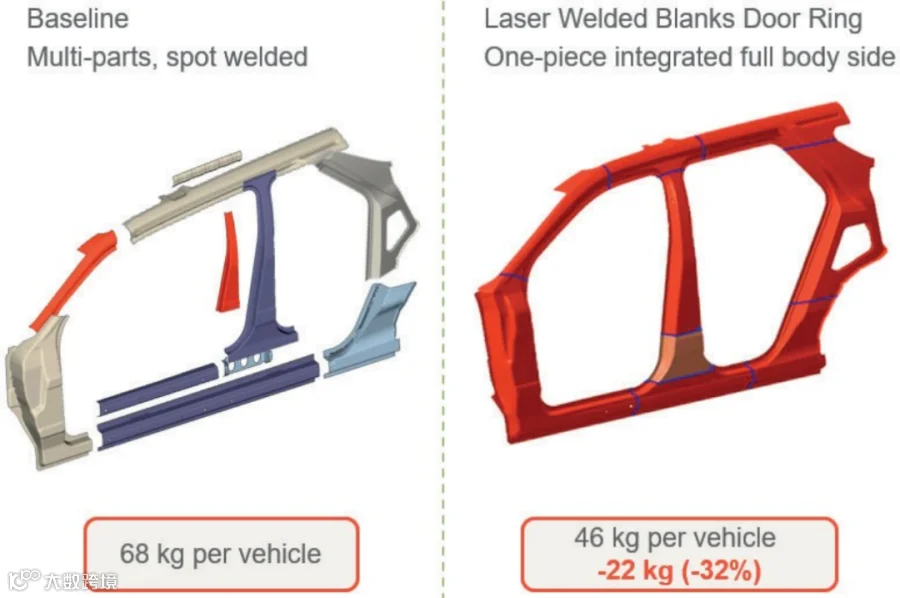
图11-57 基于热成型钢的激光拼焊双门环方案
该方案具备如下优势:①将更多的零部件整合减少至1个零部件;②减重效果明显(基于图11-57 测算模型,可单车减重22kg);③将多个零部件的冲压工装整合到一套冲压工装;④极大的简化了后续的焊装工序。
该方案已进行了软模冲压的成型性验证。目前已在多个合资汽车企业和自主汽车企业的新车型上进行预研和方案设计。
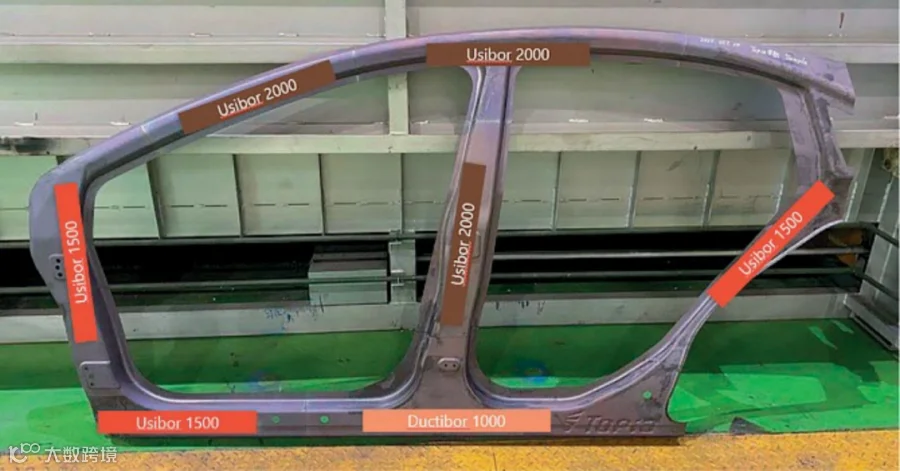
图11-58 软模冲压成型
综上所述,基于热成型钢的激光拼焊板方案作为一种先进的连接工艺,在钢制零部件的大型化、整体化的趋势中具有独一无二的综合优势。在后续钢制上下白车身的技术发展中,将会为车身轻量化、碰撞性能提升、节能减碳等方面继续做出贡献。
华安钢宝利
GONVVAMA

扫描以下二维码,关注GONVVAMA微信公众号,了解最新资讯
Scan below QR code to access GONVVAMA WeChat, and stay up to date with the latest news and events in GONVVAMA.
分享
收藏
点赞
在看