

在改善中成长、在改善中受益
4月,公司首次获评中国中车精益管理二级单位(M5-3)称号,标着公司精益管理体系成熟度实现新的突破和跨越。
2022年,公司坚持高目标引领,高标准定位,以提升公司整体生产经营绩效为目标,围绕“主责主业、价值创造”两条主线,持续深化精益管理体系建设,大力推进精益管理体系的“全产线、全项目、全流程”覆盖穿透,公司经营效益保持了高质量发展水平,众多领域表现突出。同时,转向架分厂成功晋级中车一级精益分厂,“开展生产柔性化建设全线降本提效”获评中车优秀改善案例,“地铁大件物料JIT直供项目”获评中车“改善不良、杜绝浪费”优秀项目。
2023年,公司将持续秉承精益管理初心,通过对标提升全面深入实施精益管理,深化“三全三对”工作,全力以赴向中车精益管理二级单位高成熟度(M5-1)迈进。追求卓越的过程,享受完美的结果,投身精益管理,创造更好价值,努力建成以轨道交通客运装备为核心,领跑西部轨道交通发展的高端客运装备制造商和系统解决方案提供商。
近期产线优秀改善案例

Part.01


改善前:
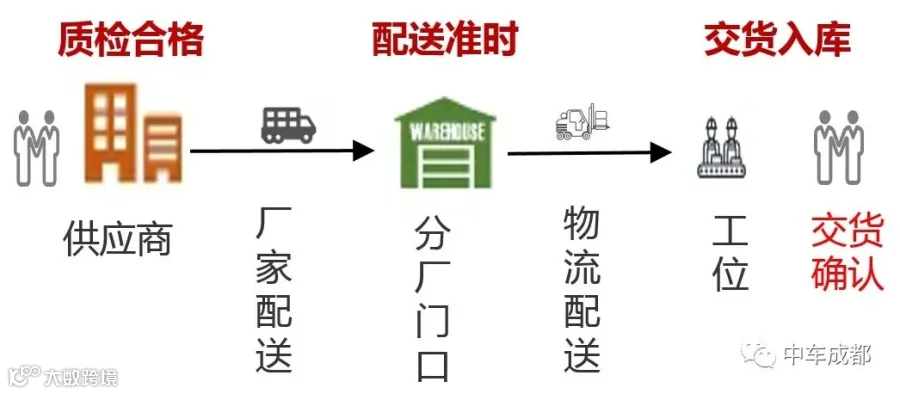
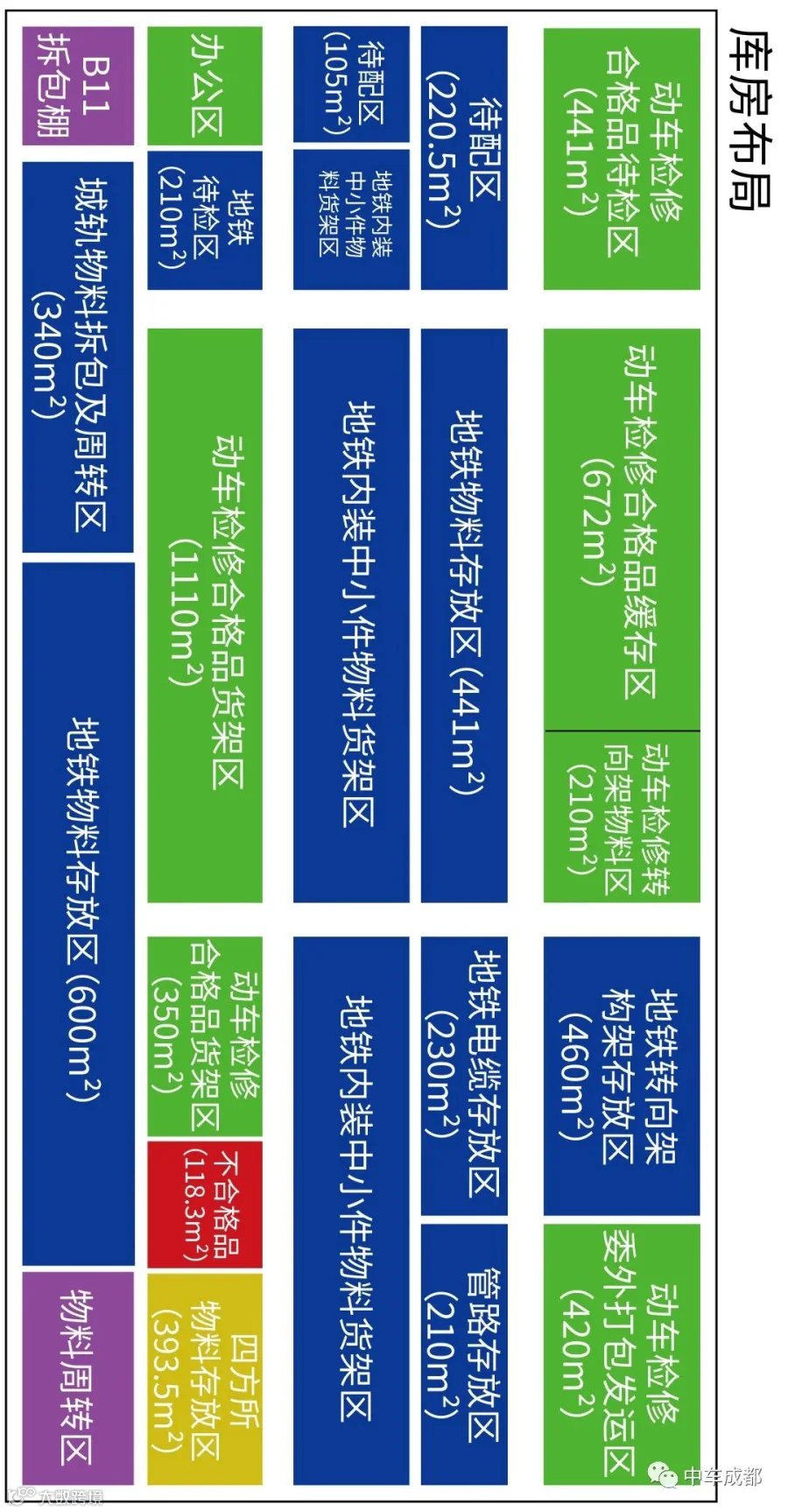
存放在B10库房的地铁新造大件物料占用库存面积较多,占用库工、叉车等人力物力,增加库房仓储管理压力;物料由供应商配送到公司后由物流中心搬运至分厂,分厂再配送到工位
改善后:
组织距离公司80公里以内的供应商,开展地铁新造大件物料直供,采用储运一体化工装将物料直接从厂家送到工位
1.减少仓库面积3132.44平米
2.每天节约库工7个,叉车师傅2个
3.预计每件直供物料减少6次搬运
4.年度减少仓储和工时费用约81万元


Part.02

改善前:
大部分电焊机手把线和地线需要70mm²或50mm²铜芯软线更换;客车检修要产生大量旧车电线,其中有很多符合电焊机手把线和地线要求的铜芯软线被交废处理

改善后:
通过对客车检修剩余废旧电源线的再利用,按每年更换91台电焊机计算,每台需要线缆13米,一共更换线缆1183米,线缆单价85元/米,共计节约维修成本约10万元


Part.03

改善前:
钢结构厂房氧气、丙烷、混合气、压缩空气终端箱、插座箱平行台位铺设,占用车体检修作业空间,员工作业时极其不便;终端箱设置在地面,日常作业中会受到碰撞或者踩踏,造成管道接头漏气,终端箱体变形

改善后:
通过对钢结构厂房的动力管道及终端箱进行改造,
1.员工在进行作业时,工件和工装能轻易进入作业面,每天可减少受限空间作业造成的工时浪费约25小时,每月可节约近700小时,
2.有效避免了管道、阀门、终端箱的踩踏碰撞问题,每月可避免80多起泄漏问题,节约检修成本4000余元


Part.04

改善前:
内装隔墙角铁加工需要进行划线、钻孔和铣孔三道工序,一台车需要加工50件,每天4台车需要加工200件,工作量大,效率较低

改善后:
依据现有冲床磨具进行冲孔,代替钻孔和铣床工序,并制作两定位块安装在冲床磨具上代替划线工序,效率大幅度提高的同时保证了产品质量,
1.单件加工时间从4分钟缩短至8秒钟,加工效率提高96%,每月节约工时567h
2.只需单人即可完成冲孔,人员从3人降至1人,节约2人


Part.05

改善前:
试验过程中连接工装线较多,老化破损严重,2021-2022年购置费用约2000元;轴温探头在水槽中重复加热会导致探头损坏,2021-2022年约50根轴温探头损坏,共计花费5000元更换
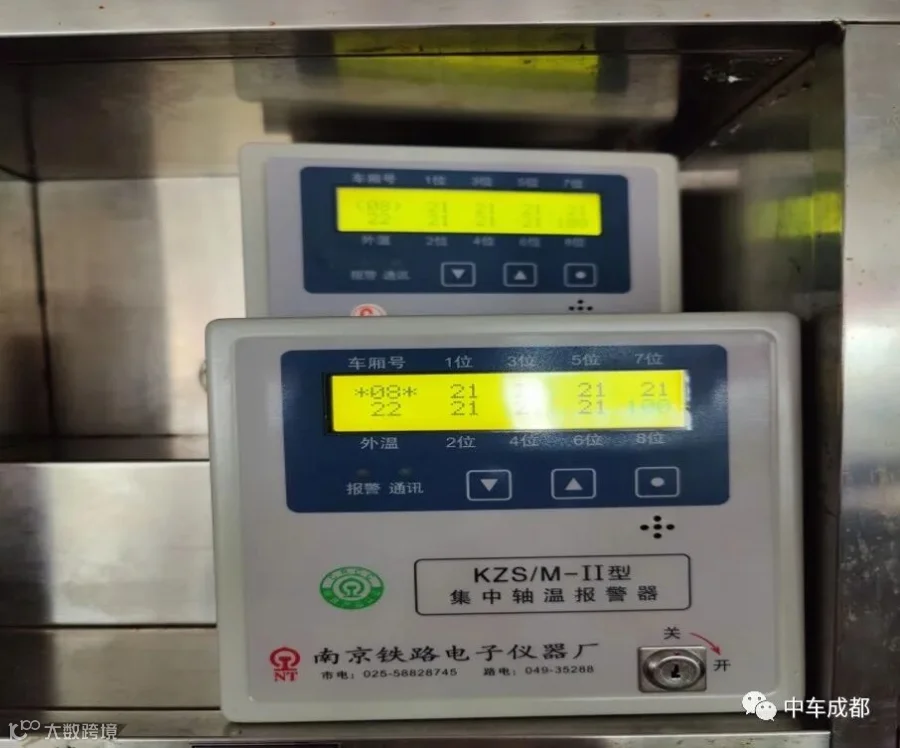
改善后:
通过对轴温报警器试验台的改造,提升了工作效率、降低了不合格报废率、降低了工装线的购买率
1.工装线采购费用每年节约1000元,每年探头费用节约5000元
2.原方法试验一台约50分钟,新方法约2分钟
3.分厂自主完成改造,节约改造费用约1万元


Part.06
改善前:
根据地铁总组装生产节拍流程,地铁总组装共计需要14天,总组装厂房内规划2条U型生产线,每条生产线14个台位,最大日产能为2辆/天。2022年4季度,动车检修、地铁新造均面临日产2辆的生产形势,加之新建的C2-1由于人员短缺及台位限制无法正常投入,导致双线并行情况下,总组装生产台位无法满足生产所需
改善后:
通过精准化切分总组装14个工位的作业内容,局部并行工序实施白夜班,部分先行工序(线槽、绑线架、门框及散件安装)前移至车辆进入主流水线工序前施工,将14个工位作业内容优化调整至8个工位,总组装2辆/天作业台位由28个缩减至16个,空余8个台位用于动车检修使用,最终确保B9厂房台位满足2+2生产节拍

图文:唐 颖
编辑:魏雨昕
校对:王子禾
审核:刘佳薇
