前段时间,华为安防突然官宣:华为安防改名为机器视觉。传统安防公司都在往“AIoT”上靠,而华为安防这次更名机器视觉,让人多少有点意外。但相比AIoT,机器视觉确实更具体和场景化。
那么什么是机器视觉呢?
机器视觉在生活中的的应用及其广泛,在交通领域、水文观测、地质灾害预警识别等领域,都发挥着重要的作用。而宏观上看,发展速度较快的细分产业是人脸识别与图像识别。这两个分支行业,在金融、安防以及交通领域较为集中。
通过光学系统,将需要拍摄的目标转换成为图像信号,再将图像信号传送至图像采集卡,并根据像素分布、亮度、颜色等信息,转换成为数字信号。
图像处理单元对这些数字信号进行有效地运算并获得拍摄目标的特征值,从而根据判别的结果来指挥设备进行相对应的动作。
一个完整的机器视觉系统一般由光学系统(光源、镜头、工业相机)、图像采集单元、图像处理单元、执行机构及人机界面等模块组成,所有功能模块相辅相成,缺一不可。
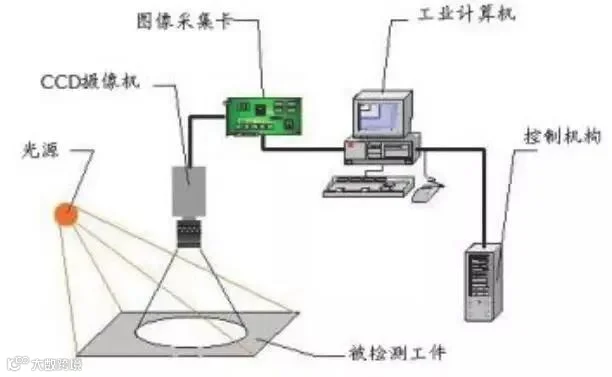
照明是影响机器视觉系统输入的重要因素,光源系统的设计至关重要,直接关系到输入数据,即图像的质量和应用效果。
应对一些特定的需求,还需应用不可见光源,如管道焊接工艺的检测,由于不可见光的可穿透性,才能到达检测点。
在机器视觉系统中工业相机必不可少,它就像人眼一样,用来捕获图像。
相机按其感光器的不同,可分为:CCD相机和CMOS 相机。
面阵式相机则一次可以获得整幅图像的信息,价格也相对便宜。
图像处理单元包含大量图像处理算法。在取得图像后,用这些算法对数字图像进行处理,分析计算,并输出结果。
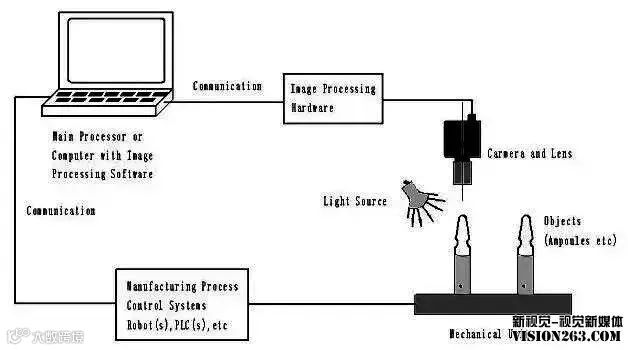
这张图,是一个完整的机器视觉工作流程图。
首先,待检物体由机械输送装置输送至检测工位,PLC发出“物体已到达”信号。
随后,相机和光源被触发并同步开启,对待检物体进行图像获取。
接着,获取到的图像在图像采集卡中进行数字化,并存储在计算机中。
然后,存储的信息被传输至图像处理软件,对数字图像信号进行处理与异物特征分析,判断待检物体是否合格并做出决策。
最终,由控制系统,如PLC指挥某特定装置执行上述决策,如将好品和坏品通过不同的输出通道分选开来,并在人机界面上显示相关数据。
从生产效率的角度来说,由于操作工在长时间工作下容易疲惫,人工视觉质量效率低下且精度不高,而机器视觉可以大大提高生产效率和自动化程度。
从成本控制的角度来说,培训一个合格的操作工需要企业管理者花费大量的人力物力与时间。而机器视觉系统只要设计、调试和操作得当,可以在很长一段时间内不间断使用,同时确保生产效果。
在某些特殊工业环境中实施工况检测,如焊接、火药制造等,人工视觉可能会对操作工的人身安全造成威胁,而机器视觉从某种程度上有效地规避了这些风险。
得益于配套基础设施的不断完善、制造业总体规模的持续扩大、智能化水平的不断攀升、政策利好等原因,中国机器视觉市场需求不断增长,据来自中商产业研究院的数据显示,2018年中国机器视觉市场规模首次超过100亿元,2019年逼近125亿元。
没有精钢钻,不揽瓷器活。随着行业技术的提升、产品应用领域更广泛,未来的工业生产必将以“智眼”为核心,装备在千千万万、形形色色的设备上,指挥各种各样的“手、脚、身体”动作,实现“深度感知、智慧决策、自动执行”的工业4.0蓝图!