昨天小编带大家走了一遭冲压车间,那曲折而复杂的过程是不是叫小伙伴们大开眼界?今天我们顺着仪征工厂完整的生产流程,继续来看车身车间——火一般的机械人。

经过冲压后的零件将进入车身车间。车身工艺指白车身的焊装工艺,是将冲压好的各种车身零件通过焊接工艺连接在一起的过程。举个例子来说:如果说冲压工艺是将布料裁减成合适的片,那么车身工艺就是将这些布缝制成衣服,而衣服质量如何,还是要取决于缝制的针脚是否有序而合理。
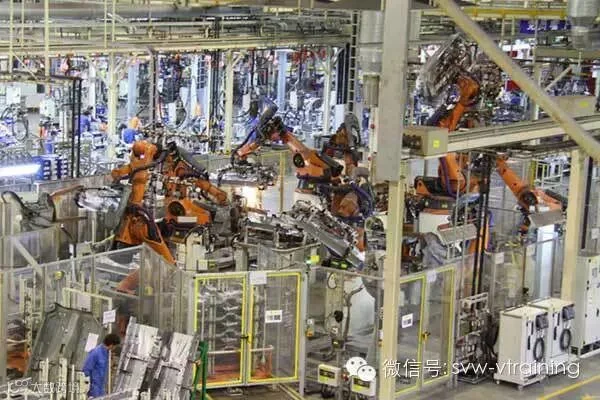
为了保证车身焊接工艺的精确性,车身车间大量采用了自动化的生产线,拥有近400台机器人,自动化率超过了70%。大量使用机器人自动焊接,确保了生产工艺和焊接的精度,生产的效率也更高。此外,大型零件的传递也都是由机械手完成的,避免了人工搬运过程中可能造成的钢板变形或刮伤。
在多个重要的定位焊工位中,配置了德国大众全新的自适应焊接控制器,可自动调整焊接时间和电流,实现对板材间隙、表面质量、材料变化等因素的自动补偿,与中频焊枪配合使用,可大大提高焊点的质量和稳定性。
此外,全车间拥有四个在线测量工位,通过14台测量机器人监控802个点,对白车身的重要尺寸实行100%监控。
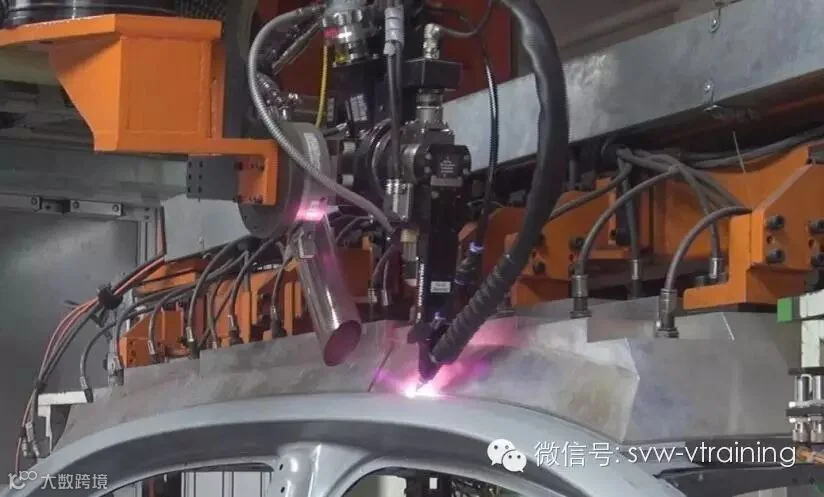
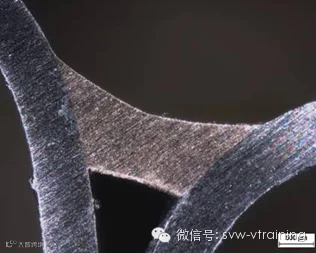
在整个车身车间中,国际先进的激光焊接技术被普遍采用。激光焊接通过融化焊丝,使不同钢板之间的连接处达到了分子结合的状态。这样的焊接工艺可以将整个车身的钢性结构提高30%。目前在车顶、侧围、四门两盖等部位广泛采用了激光焊接工艺,不仅提高了车身的强度,也确保连接工艺焊缝的美观度和光洁度。
另外,在一些关键部位同样采用变截面激光焊接工艺,变截面激光拼焊板利用薄板材在碰撞过程中受力先发生溃变的原理,充分吸收碰撞能量,减少或避免后部零件变形,确保驾乘人员的安全。
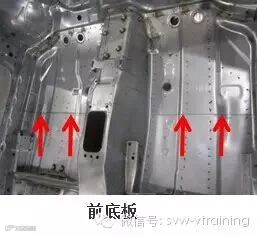
除了激光焊接以外,车身车间还采用了大量精益的制造工艺。浩纳的天窗采用滚边工艺,最大限度的保证了原材料的性能,板材连接区域密封性能和耐腐蚀性能强,表面质量好,强度高。日系普遍采用焊接方法,密封及防腐性能均不佳。
以门盖定位单面点焊工艺为例,这种工艺取代了传统的凝胶工艺,可以有效防止门盖内外板之间的窜动,让产品表面无焊核,外观美观。同时尺寸控制更精确,质量稳定。同时,相对凝胶工艺,能减少98%毒气排放,且不受外界环境温度变化的影响。
用心更专业,上海大众绍兴合兴全体员工祝您用车愉快!
绍兴合兴销售热线:85527768
绍兴合兴服务热线:85181617、85181616
绍兴合兴预约热线:85570505







 绍兴合兴
绍兴合兴