注塑时采用自动工装夹取放置Pin针,Pin针与模具零件存在刮擦,导致金属丝产生并随着注塑熔体扩散到产品各区域。通过优化导向设计和工序间的过程设计,金属丝产生的问题得以有效解决。
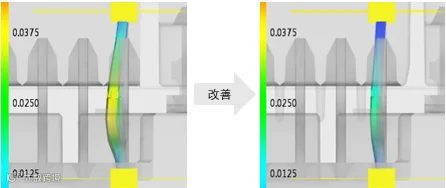
Pin针在注塑过程的料流冲击和产品收缩会使Pin针弯曲变形,影响针尖的位置度控制。通过理论分析寻找良好的料流填充、收缩变形状态以及稳定的产品结构设计方案优化,对位置度的控制和生产稳定性起重要影响。
产品尺寸精度要求高,其连接器特征易变形,在模具研发过程中,壁厚改变将影响产品收缩变形状态。因此制定模具优化策略时,需减少壁厚变化而引起的尺寸变化。
因产品多基准体系并有关联性,大部分尺寸基于基准尺寸进行评价,故如何确定合理的基准评价方式,对于模具的优化调试及后期稳定生产显得尤为重要。