
编者按
曾几何时,由于车间重点型号批产、科研产品交叉作业常态化,公司总装车间生产现场工装型架、零件部件、安装工具摆放随意,严重影响产品装配速度。伴随着张百锋总经理“一线工作法”、“走动式管理”工作理念的提出,总装车间迅速响应,从车间实际出发,灵活运用精益管理思维,给车间的现场管理来了一场“换血”式的变革。他们做得怎么样,有图有真相,让人心服口服!

车间围绕生产现场精益改善课题,制订了详细的实施计划,全力推进生产线精益化改进。结合车间实际,从生产计划、生产组织、生产控制等方面入手,理流程、建机制,使车间管理水平上一个台阶。今天的总装车间现场生产线精益布局、标准件开架管理、零部件及工具形迹管理等已成为光电股份精益改进的“样板间”。
 实施6S清理整顿让现场更“清爽”
实施6S清理整顿让现场更“清爽”
对各产品生产区域进行了重新划分,充分体现精益工作布局;对28个货架、60个工作台、46个工具柜、零件摆放及多余物品依次进行整理整顿,对库房30个货架的物料进行分类摆放,标示进行了完善;修订车间内部物流,充分利用MES系统对生产和管理的辅助作用,按需求在车间LED大屏上滚动播放装配工艺和车间管理要求,现场管理工作持续提升。
成立临时“精益班组”
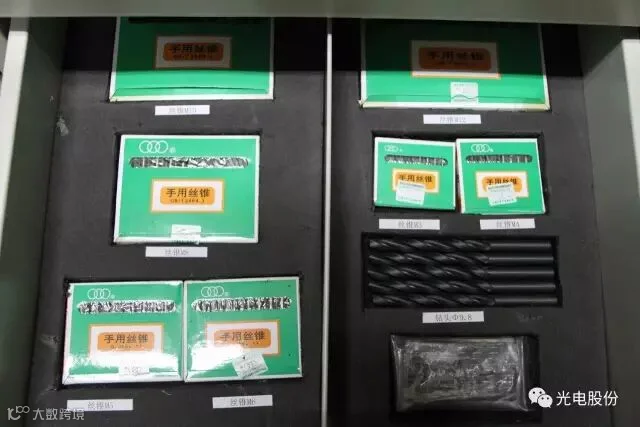
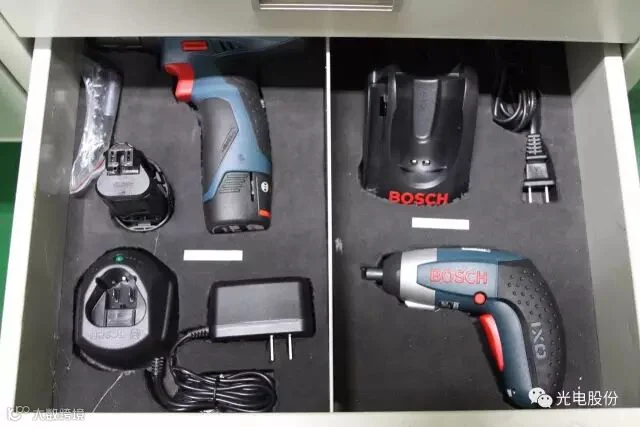
车间首先从工具柜的形迹化管理入手。对工具柜进行形迹化管理。新定制的工具柜内部采用泡沫对空间进行分隔,不仅增强了形迹化的效果,还大大提高了工具柜的空间利用率,节省空间1/3左右。

狠抓过程管理,建立“车间异常库”
车间分类别对现行产品往年存在的配套、质量、技术等影响进度的因素进行归纳总结,建立异常档案,并对本年度可能出现的异常点进行预判,建立相应的预案;同时从“人、机、料、法、环”全方位,对生产过程中异常因素制定了“异常处理流程及分工”,确保管理深入到每一个环节、每一个因素。
经过一段时间的努力,如今总装车间生产现场精益改进已实现了质的飞跃。现场工人都拍手称赞:“这种科学合理的布局,减少了很多不必要的移动,节省了很大的空间,让我们的装配准备时间减少了50%以上,工作起来更方便了。”下一步,车间还将对精益现场管理进行全面推广和应用,让更多的职工享受精益管理带来的成果,为公司总装类产品装配增效提速。
编 辑:魏宇阳
摄 影:张 翔
编 审:侯景峰