杭州澳亚生物技术股份有限公司是一家集产、学、研为一体,专业研制与生产无菌制剂的国家高新技术企业。
物料管理是药品生产全过程中主要管理系统之一,GMP物料管理的原则是:建立物料管理系统,保证物料流向清晰、具有可追溯性;使物料标识、质量状态明确,防止差错和混淆;实现物料贮存适当,确保物料质量。同时,物料亦是保证药品质量的基本要素之一,物料流转涵盖从原辅料进厂到成品出厂的全过程,它涉及企业生产和质量管理的所有部门。
仓库的管理难度,取决于库存货物种类的多少。种类越多越难管,不规则无包装(长的很长,重的很重)越不便堆码的货物越难管,无条码无标识的货物越难管,易碎易燃易损易变质的货物越难管;入库频次到货量越大且没有到货预报的仓库越难管;不能直接上架需要质检/验收/甚至还需要包装或贴标后入库的越难管;仓库空间库位不够越难管;仓库库存量大却没有ERP没有WMS或功能不完善的越难管;仓库发货量越大且越没有规律的越难管;严格要求先进先出比没有要求的仓库难管,发货包装方式包装材料使用越多的越难管……
有人可能会问:仓库管理和药品质量有多大关系呢?药品的生产其实就是一个“物”的转化过程,从物料进入仓库到生产车间经过一系列工艺上的处理后最终成为合格的药品,所有环节共处于一个质量体系中,相互依存,相互联系,相互促进。
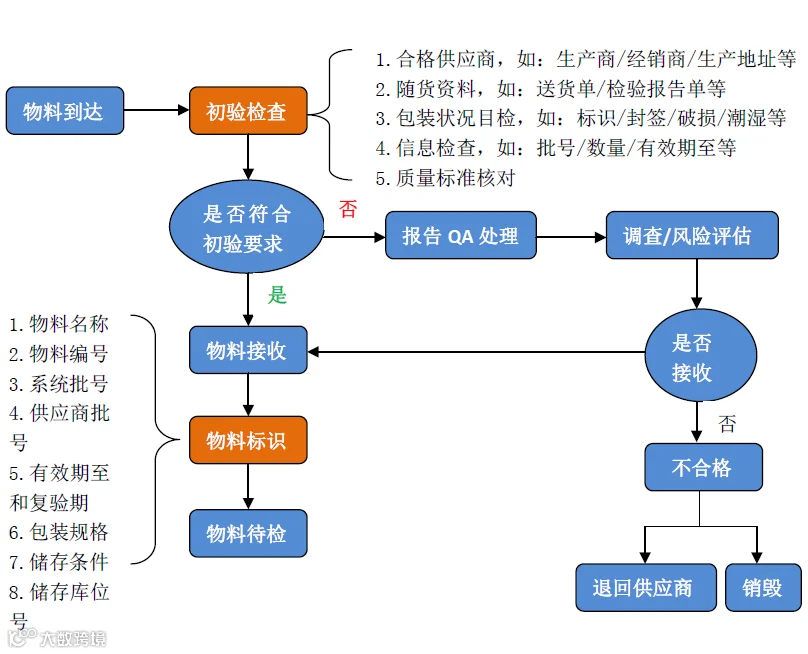
在日常工作中仓库每一件物料到达仓库都需要仓库管理员按质量文件要求高质量的验收。
操作过程如物料装卸:人员按箱外标识正确的堆放在液压板上摆放整齐等;搬运:液压车、机动叉车的安全操作,不超高、超速,做好防护确保安全搬运,降低物料的损伤;储存:库区的温湿度控制、堆垛规范、五防到位、定期进行巡查和清洁清扫工作;出库:批次、数量、外观等的信息复核、有效期和复验期的核对等……数不胜数的工作细节在日复一日的工作中不断出现,而做好每一个细小环节,提高验收和发放质量,是每个仓库管理员应尽的责任,在工作中敢于发现问题,重视细节,不断优化,就是对“药品质量第一”思想的最好诠释!
仓库可以说包罗万象,涉及的知识面很广,还有很多知识潜藏得很深,比如说货物的堆码技巧,货物的包装,包装设备,包装材料,分拣策略,分拣设备等等,都包含着很多的学问,需要我们不断的深耕。每当你发现一种规律,发现一个好的方法,或者一种技巧的时候,你也能够体会这当中的喜悦之情,这就是付出之后的收获。我们要敢于创新,大胆尝试,面对失败,端正心态。
细节决定成败,态度决定一切。如今的仓库作业和库存控制作业已十分复杂且多样化,仅靠人工记忆和手工录入,不但费时费力, 而且容易出错,给企业带来巨大损失。举个例子,我们指定了一个仓管员去某个货位取货,如果说他走错了货位,拿错了东西,这完全是人为因素造成的。而如果他既没有找错货位,也没有看错标识,却拿错了东西,这就是管理的问题了。同理,如果你仅仅告诉一个仓管人员,去他所管理的库房找某个品规批号的药品,而不告诉他该药品的货位,那么就应该看这位保管人员的责任心和业务水平。如果他责任心强,他即使不识货也知道这个药品就在某个货位等着他,因为不识货,他在药品验收入库时就会做好记录,给这个药品做以特殊标记;技术水平高,管理上他更是会井井有条,完全可以做到众里挑一,识别不同品规药品的贮存属性与差异,也不会拿错。可是现在的药品企业仓储不但货区货架多而且是多人多环节协同工作,如果没有货位与标识的管理,就会降低工作效率,工作效率低下会造成焦虑情绪,从而增加工作差错。
因此,在现代经济背景下,现代意义上的物流,必须以信息技术为依据, 信息化是现代物流的重要标志。实现仓储服务的系统化、作业的规范化和效率化, 都离不开系统的支持。而一个好的仓库管理系统可以使得仓库管理更加轻松,更加高效,更加简单。

仓储标准化管理的主要内容是物料库区、货位的划分与堆码摆放,堆码摆放则离不开特定的货位。物料一旦入库,首先是赋予唯一的编码,其次需要解决和明确的就是存放的货位,货位确定后,物料验收一入库,就具备了快速定位的ID。在澳亚仓库管理中运用的SAP系统,就对仓库物料的种类、数量用途、储存位置、质量状态和库存状况等等进行了系统化管理。
物料具备了唯一的编码和位置ID就必须要有明确的标识,以方便管理,达到帐、卡、物、资金的一致。在没有应用条码技术的时代,不管是人工系统还是计算机系统,都存在一个问题,那就是操作中出现差错的机率非常大,如出入库、盘点过程等。这是由于物流与信息流脱节,在生成与物流对应的信息时易于出错。在这个基础上澳亚仓储管理又引入了MES条形码技术,条码技术形成后,条形码在物资管理中的应用,大大减少了出错的可能性。而且条码还可以保证数据的准确性,唯一性,使用条码既方便又快捷。MES条码技术的应用对于物流的意义在于物流与信息流的结合,采用自动识别技术中的条码技术,具有数据采集速度快、准确率高、成本低廉、易于操作、所标识的信息能够适应供应链的特点。货位与标识管理清晰,不但可以在日常管理中通过人工或自动数据采集和电子数据处理,大大提高工作效率,减少基于纸面的管理和相关费用,自动处理还可减少手工输入和处理中不可避免的错误,仓储管理标准化也就有了良好的基础,以最快和最准确的方式进行信息的交换,把物流供应链各个节点的信息联接在一起,跟踪产品从仓储到终端的全过程。

总而言之,在仓储管理中,对物料储存的货架货位,每个货位储存物料的品种数量、复验期或有效期等相关信息,利用条码技术,就可对这些信息随时进行采集处理。通过条码技术,无论仓库中的物料流向哪里,只要结合物料包装的条码管理和出库信息,就可自动记录下物品的流动情况,随时掌握库存情况。并且条码也可以与无线网络相结合,如在仓储过程中,仓管员可以利用无线手持终端接受业务中心的盘点或备货指令,并利用终端扫描条码完成盘点或备货工作,方便的进行实物与信息管理,轻松追溯某批次的物料、药品出入库情况及验收质检资料,简化盘点工作。结合SAP管理信息系统和实物盘点,可以轻易获取药品的库存状况、查询物料的货位,进行自动化库存平衡与盈亏动态核算管理。
后期对划定后的货位界线标识定期维护,对标识标牌定期维护或更新,确保实现实时货位查询和货位动态分配、管理。结合现代物流装备和信息技术,将MES条码管理与SAP物料信息管理系统融合后,通过对特定应用系统简单的操作,实现快速的产品信息跟踪与追溯,提高客户满意度。我们确信“货位清则标识明,标识明则管理成”。清晰规范的货位,鲜明准确的标识,是仓储管理的根基。随着现代物流技术的应用,信息技术和仓储管理水平的不断提高,将大幅提高仓储运作与管理的工作效率,大幅度减少现有模式中管理货位信息的时间,提高库存查询和盘点精度,大大加快出、入库单据的流转速度,减少人、财、物的资源浪费。

目前中国药监局,FDA等监管机构基于数据可靠性(DataIntegrity)对药企提出越来越高的信息化要求。信息技术是当今世界创新速度最快、通用性最广、渗透性最强的高技术之一。而智慧的澳亚企业通过运用先进的信息技术,引领澳亚人的仓储管理迈入信息化时代。在遵从现行GMP对物料管理的基本要求和内容的基础上,针对行业、企业对物料管理的规范性、科学性、系统性的需求,结合国内外GMP对物料管理的先进经验和趋势,根据自身条件和产品特点,制定适合本企业实际状况和发展阶段的管理流程和要求,以更有效的实施GMP管理,满足GMP要求,同时加速推进由数据驱动的变革和流程自动化、实施新的业务模式、提供卓越的客户需求体验!
杭州澳亚生物技术股份有限公司(“澳亚生物”)是一家集产、学、研为一体,以无菌冻干粉针剂为主导产品的现代化制药企业。自1993成立以来,遵循“以人为本、质量为先”的可持续发展战略,澳亚生物已经逐渐从小型、简单的冻干生产,走向复杂、规模化的无菌生产模式,为客户提供全方位的无菌生产解决方案。




点击此处“转发”分享精彩内容