
什么是预充针
预充针是使用预充针注射器来分装药品的注射剂品种。预充针注射器是近年来发展起来的新型药包材,它不属于医疗器械,而是药品包装系统的组成部分,具有储存药品和普通注射两种作用。预充针注射器现在广泛应用于生物制品、生化类产品、抗血栓药、美容产品等高产值产品的包装。
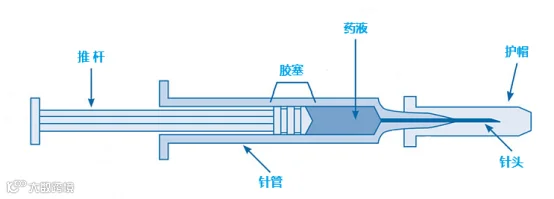
(预充式注射器示意图)
预充针剂型的生产一般采用免洗免灭的预充式注射器进行无菌灌装,生产工艺过程主要包括拆外包、拆内包、灌装、加塞。其中生产过程中的无菌控制是重中之重,同时也是预充针无菌灌装中的关键控制点。
各生产过程中的无菌控制与关键控制点
1.预充针的包装形式:
现在市面上免洗免灭预充式注射器的包装形式为预充针密封于巢盒内,巢盒外用呼吸袋进行外包,再用纸箱对巢盒进行包装。
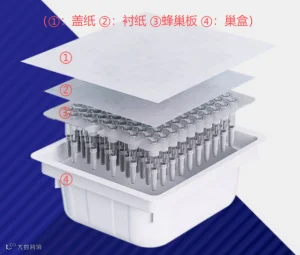
(巢盒示意图)
2.进入A级区域前的传递及注意点:
拆外包的过程包括:纸箱的拆卸、巢盒外包裹呼吸袋的拆卸。
◆外包装在进入洁净车间前需对外包装纸箱进行脱卸,同时在传递过程中需对外包装呼吸袋进行清洁与消毒,减少外包装呼吸袋上附着的颗粒与微生物;
◆巢盒外包裹呼吸袋的拆卸:在进入A级送风区域前先脱去一层外包装,对剩下外包装进行消毒后传入A级送风区域,在A级送风区域层流保护下由设备自动进行拆卸第二层外包装并自动送入灌装A级区域,且在进入A级送风区域前需要检查包装的完整性,脱去第二层外包装过程需监控脱外袋区域粒子及微生物的情况。
拆内包
拆内包指的是将预充针从密封巢盒内开盒取出的过程。整个过程在无菌A级环境下完成,包括加热边框、撕盖纸、取出衬纸3个动作;其中撕盖纸与取出衬纸时有可能产生颗粒,为了避免颗粒进入注射器内,进行这两个动作时需避免动作幅度过大产生颗粒,并充分利用层流的气流保护使得注射器不被颗粒污染。
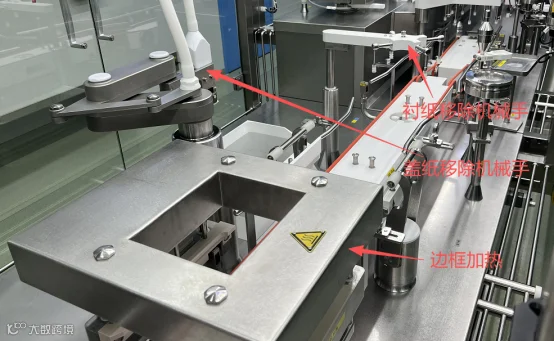
(关键点分布图)
同时该过程全程在A级环境下,需进行在线粒子监测,评估和控制拆内包生产过程中产生的颗粒的影响。为降低微生物污染风险,减少拆内包装手动操作,采用自动化的设备进行拆包是一种较好的选择。
灌装过程
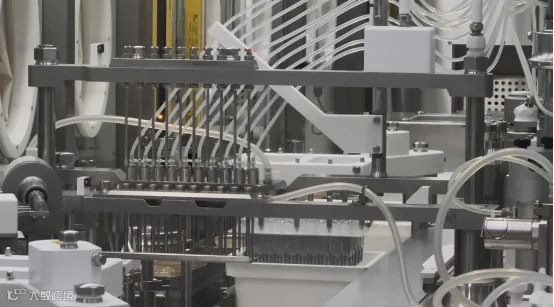
(灌装过程图)
1.无菌装配
生产前隔离器通过RTP进行灌装器具的传递,RABS通过层流保护转移灌装器具并开门传递至A级灌装区域。两者均通过隔离手套对灌装器具进行无菌装配。
2.灌装速度及灌装装量
灌装速度及装量均需经过验证,并进行周期确认。在灌装生产过程中,需定期检测灌装装量情况,最好使用在线装量系统,在生产过程中自动完成装量的调节与检测;

(自动称重系统)
灌装线设备,不管是隔离器还是RABS,在无菌灌装过程中都必须尽量减少人员的干预动作来降低对生产的影响,其中RABS的开门动作,都应该被验证及重点记录。
加塞过程
1.加塞方式
预充针加塞现在有2种加塞方式,真空加塞与机械加塞,前者通过真空将胶塞吸入针管内部,后者通过加塞套管将胶塞压缩后直接送至针管内部,到达所需位置后被顶出膨胀密封。机械加塞方式会压缩胶塞产生形变,此过程会加大对覆膜胶塞外覆膜完整性的影响,带来质量的不确定性,所以覆膜胶塞一般选择真空加塞方式,而非覆膜塞则可根据工艺需求选择真空或机械加塞,但真空管道的无菌处理始终是行业难题。如果产品需要进行惰性气体保护,往往在加塞前进行。
2.加塞高度及加塞效果。
加塞高度的范围需进行验证及确认。加塞过程中需定期对加塞情况进行检查,包括加塞高度是否有波动,加塞效果是否有歪斜,是否有药液出现在密封圈之外等情况,加塞效果的稳定性会直接影响后续拧杆工序的生产质量。
预充针的灌装生产过程控制,关键点在于无菌保障及生产效率。杭州澳亚生物技术股份有限公司从事无菌生产32年,在无菌灌装方面有着极其丰富经验,对于预充针的灌装生产,采用Bosch全进口预充针灌装生产线。
✦已经取得中国药品生产许可证;
✦从脱外包至加塞结束,全自动高精度、稳定完成预充针的灌装生产;
✦灌装规格从0.2ml-5ml,单批次最大量可进行160L药液的配制及无菌灌装,灌装速度可达18000支/小时;
✦采用在线称重系统,对装量进行自动实时调整与定期监测;
✦从储液罐至灌装加塞整个工艺流程可支持惰性气体保护。



