
在生产过程中,经常会使用到手工编程的方式来编制加工刀路。在编制好的刀路基础上,通过简单的长度补偿或者半径补偿来精准控制零件余量。那么,在VERICUT仿真过程中,我们是如何来实现刀具的长度/半径补偿的呢,接下来我们一起讨论。
一、刀具长度补偿
1、刀具的长度说明
在VERICUT中,刀具长度是用两个点来控制的即装夹点和对刀点,装夹点是刀具安装在主轴端面的点,对刀点是刀具的刀尖点。
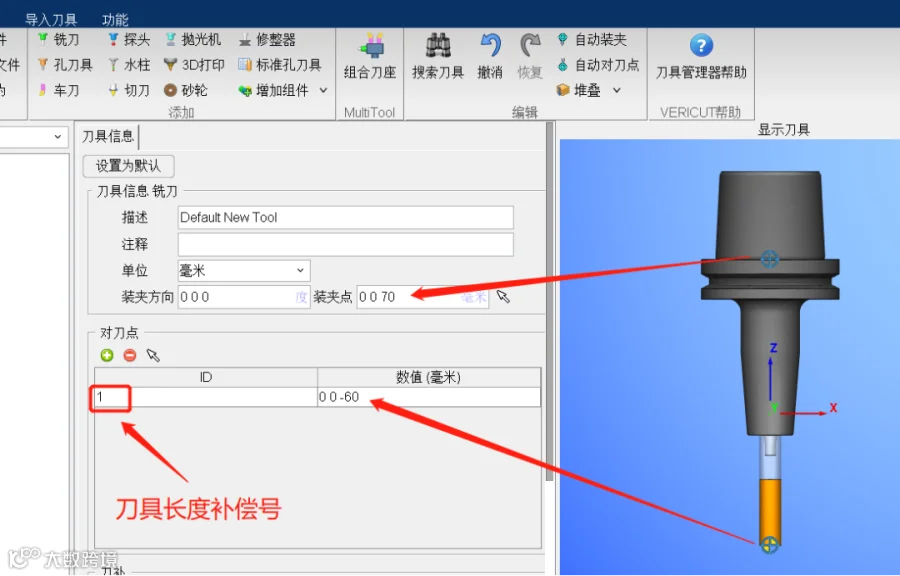
2、刀具长度补偿的调用
2.1、要调用刀具长度补偿,需要先检查刀具长度补偿功能是否开启(此功能默认开启)。检查方法:单击项目树中的工位按钮,在左下角配置工位栏中选择G-代码选项卡,查看编程方法选项中是否是刀长补偿,如不是,选择刀长补偿。
2.2、刀具长度补偿,在各个控制系统中的调用形式各不相同。需要在程序中使用指令调用。以下为典型系统中的应用。
以西门子系统为例:
西门子系统调用方式为Dx,x代表机床刀具表中该刀具的刀沿号,一般为1。同时x在VERICUT中也就是上图所示的刀具长度补偿号。如D1,对刀点下的刀具长度补偿号也应为1。
以发那科系统为例:
发那科系统的长度补偿调用指令为G43Hx。x即为刀具长度补偿号。例如T2 刀具,调用长度补偿指令为G43H02,VERICUT中对刀点的刀具长度补偿号则应设置为2。
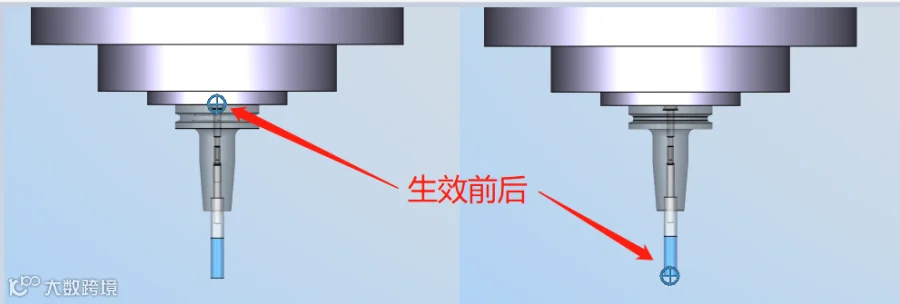
如何查看补偿是否生效?
在图像区域单击右键--显示坐标系--加工坐标零点
刀具长度补偿生效后,加工坐标零点会由主轴端面移动到刀尖点。如下图所示。
二、刀具全半径补偿
刀具全半径补偿也是我们常说的刀具半径补偿,刀具路径朝刀具前进方向向左/右偏置一个刀具半径值。在VERICUT仿真中,支持刀具半径补偿,补偿设置方法:
单击项目树中的工位按钮,在左下角配置工位栏中选择G-代码选项卡,查看刀具半径补偿选项中是否是开-默认为全半径,如不是,选择开-默认为全半径。
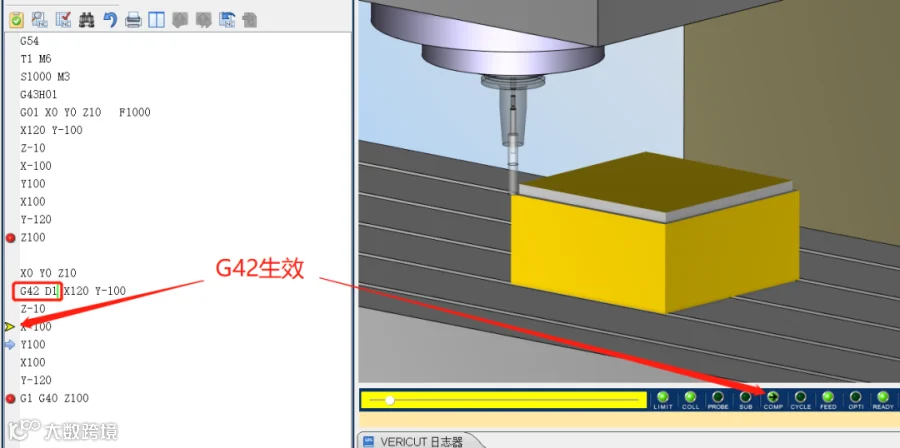
刀具半径补偿的调用方法是由指令进行控制。如西门子和发那科都是由G41/G42打开刀具半径补偿,G40关闭半径补偿。
三、刀具半径磨耗补偿
刀具半径磨耗补偿是刀具出现磨损情况,刀具不能精确走出想要的轮廓时添加的一个刀具半径修正补偿方式。在VERICUT仿真过程中,如果需要用到磨耗半径补偿需要进行一些设置。设置方法:
1、功能开启:单击项目树中的工位按钮,在左下角配置工位栏中选择G-代码选项卡,查看刀具半径补偿选项中是否是开-默认为零,如不是,选择开-默认为零。
2、刀具表设置:在刀具表中的刀补栏,ID号写入刀补ID如1,2,3在后边的数值中写入磨耗值。
3、调用:此功能需要在程序中用指令进行调用如西门子、发那科系统的调用指令为G41/G42 Dx,x为刀具表中刀补栏的ID号。使用完成后使用G40关闭该功能。例:G01 G41 D1 X100 Y100 F1000 查看补偿是否生效,半径补偿生效后,在程序行会有滞后黄色箭头显示,同时,指示灯中的comp灯会点亮。如下图所示。
以上是本次分享的全部内容,刀具长度/半径补偿是我们生产中常用到的功能,同时也是很多刚开始接触使用VERICUT软件的新手朋友容易遇到问题的地方,希望通过本次分享,能够帮助到大家。

往期文章回顾:VERICUT软件中如何计算工时