
在生物制药日益火热的背景下,传统的医药生产模式不能适应生物制药的需求,由于生物制药从概念研发到完全商业化的概率极低,使用灵活、成本低、可重组的生产平台是快速重组现有生产线进行生产的关键。解决成本问题已成为生物制药企业的当务之急从实验室到工厂,生物制药的成本变化十分惊人。在成本方面,一次性技术的出现有望解决这一问题。一次性生产技术具有成本效益高、灵活、安全、运营效率高、对环境影响小、供应链多样性的优势。
当传统药企还在为不锈钢设备的清洗验证焦头烂额时,一场静默的革命已席卷制药行业:一次性使用系统(Single-Use Systems, SUS)正以“即抛即用”的模式,颠覆生物制药的生产逻辑。
Part 01
传统不锈钢系统的痛点,恰恰是一次性技术崛起的契机:
维度 |
传统系统 |
一次性系统 |
成本 |
设备+厂房巨额支出 |
模块化组件的使用,减少近30%前期投入 |
投产周期 |
>24个月 |
<12个月(模块化部署) |
污染控制 |
批次间清洁验证繁琐 |
抛弃式组件“零交叉污染” |
灵活性 |
固定产线、单一品种 |
可移动、多品种共线生产 |
Part 02
一次性生产技术的精髓,在于将生物制药流程拆解为可拆卸的标准化模块。再将各模块以搭积木的方式进行连接组合,形成一个系统或单元操作,用于单次或一个阶段性制药生产活动,一次性使用系统涉及种类繁多,应用范围比较广泛。


核心架构的三大系统主要包含了一次性配液系统、一次性过滤系统、一次性灌装系统。
而本次我们将了解下关于一次性配液系统的模块内容。
Part 03
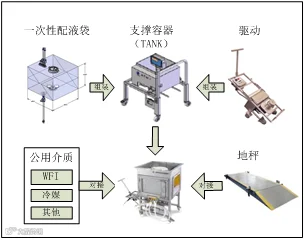
一次性配液系统主要由配制TANK、驱动单元、一次性配制袋、称量模块、公用介质管路以及HMI控制系统等组成。
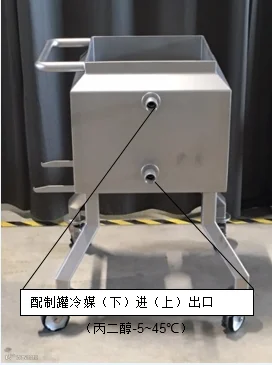
A、配制TANK:
配制罐的结构多样(常规的有柱形和方形),这里我们以50L标配型的方形配制TANK为例,他可以兼顾10~50L的配制量。罐整体采用304不锈钢材质,而罐身外采用凹槽多夹层设计具有高效热传导及保温效果(冷媒为丙二醇,可以实现-5℃~45℃之间控温),罐体还配备有温度贴片探头,可有效的对罐体的保温进行控制,另外配制袋安装后无皱褶,可与硬件完全贴合,无死角。立方体设计具挡板效应,搅拌效率高;工艺灵活,节省占地面积,节约固定投资。
B、驱动单元:
该磁力驱动单元通过底部滑轮推送至配制罐中心点,并与一次性配制袋内置的磁力搅拌桨进行匹配,当开启磁力驱动按钮时,带动搅拌袋内的搅拌桨对药液进行混合搅拌,且有较强的稳定驱动力,并可根据工艺参数要求,通过转速旋钮进行调节大小。


C、一次性配制袋:
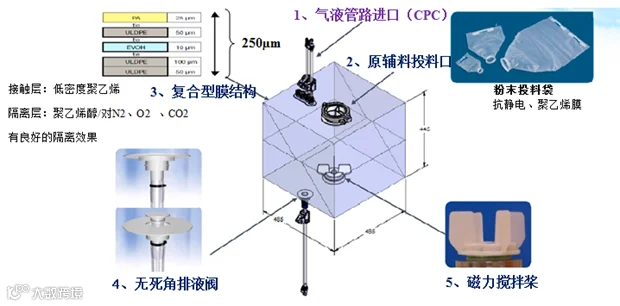
配制袋的种类型号多样,目前在用的有2种,通过搅拌方式的不同,可将其分成下搅拌模式的磁力搅拌和上搅拌模式(Wand Mixer混合系统)的传动搅拌,第一种磁力搅拌配制袋如下:
1、WFI、N2的进料口(WFI监测);
2、原辅料包材的投料口,称量使用粉末投料袋,因为现在生物药中的肽类易吸湿与产静电,使用这个投料袋可以有效避免原料药的损失及环境的污染,比如肽类、甘露醇、枸橼酸等;
3、储液袋接触层材质主要采用低密度聚乙烯,隔离层为聚乙烯醇;
4、底部的药液排放阀为无死角排放阀,并配备有磁力搅拌桨。
 第二种传动搅拌(Wand Mixer混合系统)配制袋如下:
第二种传动搅拌(Wand Mixer混合系统)配制袋如下:
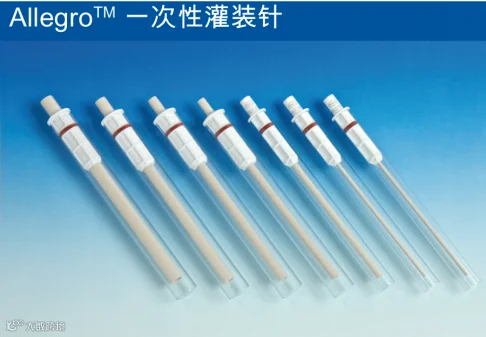
该搅拌袋采用Allegro™ TK8生物工艺膜制作而成,Allegro TK8膜的产品接触层使用超低密度聚乙烯树脂,并在洁净室条件下吹塑而成。然后经层压生成清洁度、强度、透明度卓越的气体屏障膜,它不含动物源成分(ADCF),完全符合VI级USP要求。
Wand Mixer混合系统运行原理:旋转棒搅拌技术提供了在无菌混合系统内部的非侵入混合。
它通过转动预装在混合系统生物容器套筒中的弯曲搅拌棒实现混合。搅拌棒通过一端封闭的套筒与被处理的无菌料液分离开来。由于搅拌棒弯曲的形状,旋转搅拌棒会带动套筒转动,最终使生物容器内部的溶液有效混合。

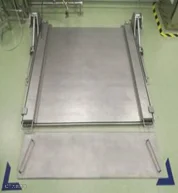
D、称量模块:
在配制前,原辅料的计重精度至关重要,而选用适用性较高的秤是前提,本公司配备有地磅及液压车秤,适用于多种模式称量,承载着整套的配制模块的称量,最小精度可达1g,对于药液最终定重的精度可控性大大增加,且适用于大批量生产需求。且该称重模块与集成控制模块相连接,可实时对中间过程的投料重量进行控制。

E、公用介质管路以及HMI控制系统
根据工艺参数要求,对HMI控制系统进行设置(比如初水温、水量的需求数量),来实现精准控温、控量的目的,其中公用介质管道包含了用于配制所需的WFI、N2、PS、CA、冷媒等介质。
Part 04
本次介绍的一次性配液系统主要为我司中试生产车间使用过程中所应用的一部分内容,具体更多详见后续介绍。







实事求是,以人为本
尊重流程,注重效率