
当你握着智能手机滑动屏幕、驾驶新能源汽车续航百里,或是在高清液晶显示器前办公时,可能不会想到 —— 这些产品的核心部件背后,都离不开同一项 “微观操作” 技术:狭缝式涂布。
它能将功能性浆料(如电池电极材料、光学树脂)以微米级精度(最薄可至 1 微米,相当于人类头发直径的 1/50)涂覆在基材上,最终形成 “薄如蝉翼、均匀如镜” 的涂层。没有它,锂电池的高能量密度、LCD 屏幕的高清显示,都将难以实现。今天,小玖就来拆解这项 “精密制造的基石技术”。
看懂狭缝涂布:
从“裱花”到“微观涂覆”的升级
若想快速理解狭缝涂布的逻辑,不妨从生活中的“裱花”类比——西点师手持裱花袋,通过控制力度和移动速度,在蛋糕上挤出连续均匀的奶油线条;而狭缝涂布机的工作原理与之相似,但精度要求提升了成千上万倍(裱花精度以毫米计,涂布精度以微米甚至亚微米计)。
核心原理:三步实现“均匀涂层”
浆料准备:将具有特定粘度(通常 500-50000cP)的功能性浆料(如锂电池正极浆料、光学膜树脂)倒入供料系统,确保成分均匀、无杂质。
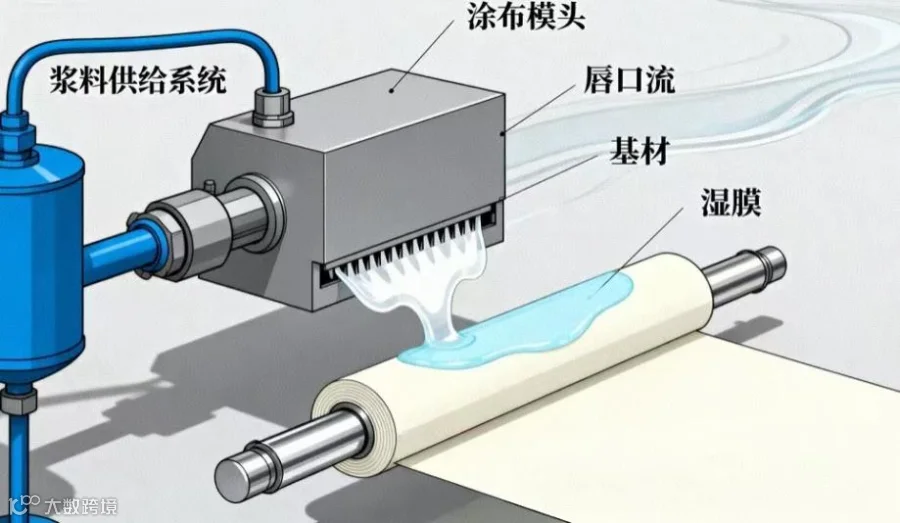
形成“液体帘”:浆料通过精密供料单元输送至涂布模头,在恒定压力(通常 0.1-1MPa)下,从模头的狭缝中挤出,形成稳定的“层流液体帘”(无断裂、无波动)。
基材贴合:PET薄膜、铜箔、玻璃等基材,在高精度背辊的支撑下以匀速(通常 1-50m/min)移动,“液体帘” 会精准转移到基材表面,形成一层厚度均匀的湿膜,后续经干燥、固化后成为最终涂层。
拆解设备:
狭缝涂布机的“三大核心模块”
狭缝涂布的精度,依赖于设备各部件的“协同精密”。我们可以将其拆解为“心脏”、“灵魂”、“骨骼神经”三个核心模块,每个模块的精度误差都需控制在微米级。
1、心脏系统:精密供料单元 ——“稳定输送,无脉无杂”
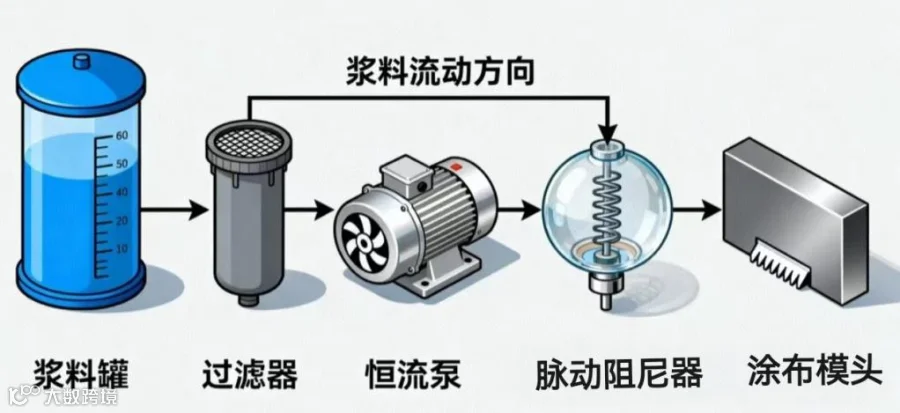
供料单元的核心任务,是为模头提供“无脉冲、无杂质、性质稳定”的浆料流,它直接决定了涂层的均匀性。
浆料罐:配备恒温(控温精度 ±0.5℃)和搅拌装置(转速 50-200rpm),防止浆料因温度变化结块、成分分层。
精密过滤器:过滤精度 1-5 微米,拦截浆料中的微小颗粒(如电池材料的粉尘),避免堵塞模头狭缝(通常仅 20-100 微米宽)。
恒流泵:相当于“机械心脏”,根据涂布需求精准控制流量(精度 ±0.5%)。其中,齿轮泵适配中低粘度浆料(如光学树脂),螺杆泵适配高粘度、含颗粒的浆料(如锂电池极片浆料)。
脉动阻尼器:吸收恒流泵工作时产生的微小脉冲,让流向模头的浆料如“静水”般平稳,避免涂层出现条纹。
2、灵魂部件:涂布模头 ——“微米级缝隙里的精度艺术”
涂布模头是狭缝涂布的核心,其加工精度直接决定涂层质量,堪称“工业级艺术品”。它并非简单的“开缝钢板”,而是由上模、下模、垫片组成的精密组件。
内流道设计:浆料从入口进入模头后,会先流入“歧管”(常见“衣架式歧管”)—— 因流道形似衣架而得名,能通过渐变的流道宽度,抵消浆料流动时的阻力差,确保浆料到达狭缝任意位置的压力、流速完全一致。
狭缝间隙:由中间的垫片厚度决定,通常可在 20-500 微米间调节(调节精度 1 微米),是控制湿膜厚度的关键参数(狭缝间隙通常为目标湿膜厚度的 50-100 倍,例如目标湿膜 10 微米,间隙设为 500-1000 微米)。
唇口尖端:模头与基材距离最近的部位,要求 “镜面级” 精度 —— 表面粗糙度 Ra≤0.02 微米(相当于镜面的 1/10),若有微小划痕,会直接导致涂层出现条纹缺陷。
3、骨骼与神经:机械平台 + 闭环控制系统 ——“精准走位,实时纠错”
若说供料和模头是“硬件基础”,机械平台和控制系统就是“执行与大脑”,确保涂布过程的稳定性。
精密机械平台:包含背辊和模头微调机构。背辊表面跳动量≤5 微米(确保基材平整输送,无上下波动);模头微调机构支持 XYZ 三轴调节,精度达 0.001 毫米(可精准调整模头与基材的相对位置、角度)。
闭环控制系统:设备的“大脑”,通过多个传感器实时监测关键参数 —— 张力传感器(控制基材张力,误差 ±1N)、激光测厚仪(实时测量湿膜厚度,精度 ±0.1 微米)、速度传感器(监控基材速度,误差 ±0.1m/min)。一旦参数偏离设定值,系统会在毫秒级内调整泵流量、基材速度,确保涂层稳定。
关键工艺:
找到“涂布窗口”,平衡4大核心参数
即便设备精度足够,要获得 “无缺陷涂层”,还需精准控制 4 大工艺参数的平衡 —— 这也是狭缝涂布的 “技术难点”。
1、流率与线速度:决定涂层厚度的 “核心公式”
涂层厚度的核心计算公式为:
湿膜厚度 = 浆料流率(Q)/ 基材线速度(V)
其中:Q 单位:mL/min;
V 单位:m/min。
想增厚涂层:可增大流率(如从 10mL/min 调至 15mL/min),或降低基材速度(如从 10m/min 降至 8m/min)。
实际生产中需额外考虑 “浆料固含量”(如锂电池浆料固含量通常60%-70%),因此干燥后膜厚 = 湿膜厚度 × 固含量—— 例如湿膜厚度 20 微米、固含量 65%,最终干膜厚度为 13 微米。
2、狭缝间隙:配合流率的 “辅助参数”
狭缝间隙并非直接决定膜厚,而是影响模头内部的浆料流动阻力。间隙过小,阻力过大易导致浆料无法稳定流出;间隙过大,则可能出现浆料“扩散”,影响边缘精度。通常需根据流率和浆料粘度动态调整,确保与流率匹配。
3、模头 - 基材间隙:控制 “液体帘” 稳定性的 “临界距离”
指模头唇口尖端到基材表面的距离,通常控制在 10-50 微米。
间隙过大:“液体帘”易受气流影响抖动,导致涂层出现“波浪纹”;
间隙过小:唇口可能刮伤基材或已涂涂层,造成“划痕缺陷”。
4、涂布窗口:决定 “无缺陷” 的 “黄金范围”
狭缝涂布并非在任何参数下都能工作——只有当浆料粘度、表面张力、涂布速度、压力等参数“完美匹配” 时,才能形成无缺陷涂层,这个范围被称为“涂布窗口”。
一旦偏离窗口,会出现典型缺陷:
漏液:模头两侧密封不佳,或压力过高,浆料从侧边溢出;
边缘效应:涂层边缘厚度大于中间(通常因模头边缘流道设计不合理);
液帘断裂:涂布速度过快或浆料粘度太低,“液体帘”无法连续;
条纹缺陷:模头狭缝有杂质堵塞,或唇口有划痕。
优劣势与应用:
为何成为“高端制造刚需”?
狭缝涂布的技术特性,使其在高端制造领域“不可替代”,但也存在一定局限性。
1、核心优势:精准、高效、环保
精度极高:干膜厚度均匀性可控制在 ±1% 以内(远优于传统刮刀涂布的 ±5%);
效率突出:支持高速涂布(最高可达 50m/min),且可通过 “多层模头” 一次涂覆 2-3 层不同浆料(如锂电池极片的 “基材 + 活性层 + 保护层”);
环保友好:若使用溶剂型浆料,可配备密闭式溶剂回收系统(回收率>95%),减少挥发污染;若为无溶剂浆料,则完全无挥发。
2、主要局限:高成本、高门槛
设备成本高:一套完整的高精度狭缝涂布设备(含模头)成本通常是传统涂布设备的 3-5 倍,仅模头单价就可能超过 10 万元;
浆料要求严:对浆料粘度、固含量、颗粒度的稳定性要求极高(粘度波动需<5%),否则易突破“涂布窗口”;
运维门槛高:调试和维护需专业工程师(如模头拆解清洗需在无尘环境下进行),普通操作人员难以胜任。
3、核心应用领域:覆盖 3 大战略产业
正是“高精度 + 高效率”的特性,让狭缝涂布成为高端制造的“刚需技术”,主要应用于三大领域:
新能源领域:锂电池极片(正极三元材料、负极石墨)涂布,需确保膜厚均匀(避免充放电时局部过热)、无气泡(防止电池短路);
显示领域:LCD/OLED 的光学膜(增亮膜 BEF、扩散膜、偏光片保护膜),要求涂层透明度>92%,且厚度均匀(确保显示无 “明暗不均”);
半导体领域:光刻胶涂布(用于芯片光刻工艺),精度需达亚微米级(<1 微米),确保光刻图案精准转移。
微观涂层里的 “制造升级密码”
狭缝涂布看似是“涂一层膜”,实则是一门融合流体力学(控制浆料流动)、机械工程(微米级加工)、材料科学(适配不同浆料)、自动控制(实时闭环调节)的综合性技术。
它的价值,不仅在于 “做出均匀的涂层”—— 更在于支撑了新能源、半导体、显示等战略新兴产业的 “制造升级”:没有它,锂电池难以实现高能量密度,半导体芯片难以突破先进制程,高清显示也无从谈起。
理解狭缝涂布的技术逻辑,不仅能帮我们看懂 “身边高科技产品如何诞生”,更能感知 “精密制造” 对未来产业的核心意义 —— 毕竟,人类对 “微观世界” 的控制精度,往往决定了科技的上限。
END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!