
塑料挤出造粒时,从模孔出来的料条总比模孔粗一圈,塑料管材挤出时表面会粗糙、扭曲甚至破裂……这些加工中的现象,背后并非单纯的“黏糊糊”流动,而是高分子材料特有的弹性效应在“搞鬼”。
从实验室的旋转转轴到工厂的挤出模具,高分子熔体的弹性行为贯穿始终,其中最典型的就是法向应力效应与挤出物膨胀效应,而严重的弹性失控,还会引发熔体破裂的加工失效。今天,小玖就从高分子材料视角,带大家全面解析弹性效应的“真面目”。
转轴上的“爬杆魔术”:
法向应力效应(韦森堡效应)
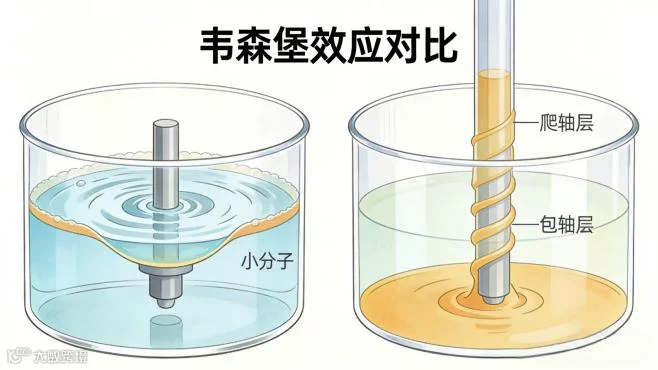
想象一个场景:在水杯里插一根转轴,快速旋转时,水会因为离心力向外甩,杯壁液面升高、转轴周围液面下降;但如果把水换成高分子熔体或浓溶液,神奇的现象会发生——熔体反而会沿着转轴向上爬升。
这种违背低分子流体规律的现象,就是法向应力效应,由科学家韦森堡首次发现,因此也叫韦森堡效应,俗称“爬杆效应”或“包轴效应”。
1、现象本质:弹性回复的“内裹力”
当转轴高速旋转时,靠近转轴表面的熔体线速度最高,剪切作用让原本蜷曲的高分子链被拉伸、取向,并缠绕在转轴上。距离转轴越近,分子链的拉伸取向程度越高。
蜷曲是高分子链的“舒适态”,被拉伸的分子链会自发产生弹性回复倾向。但转轴的旋转限制了分子链向四周的松弛,这种弹性回复力就转化为一种沿转轴向上的内裹力,把熔体“拽”着往上爬,最终形成沿轴的包轴层。
2、科学测定:锥板黏度计的“小孔实验”
法向应力的大小可以通过改装的锥板黏度计来测定:在黏度计的平板上钻一些与旋转轴平行的小孔,当转轴旋转时,法向应力会迫使熔体向上涌入小孔。在固定转速下,熔体沿小孔上升的高度,就可以定量表征法向应力的强弱。
挤出模口的“膨胀变形”:
挤出物膨胀效应(巴拉斯效应)
塑料挤出造粒时,从模孔出来的粒子比模孔尺寸大;热熔胶枪的枪嘴是细圆孔,但挤出的胶条直径总比枪嘴粗。这就是高分子加工中最常见的挤出物膨胀效应,又称出口胀大现象或巴拉斯效应。
1、核心定义:胀大比的量化表征
当模孔为圆形时,我们用胀大比来描述膨胀程度:

其中,是挤出物冷却定型后的最大直径,是模孔的直径。一般来说,高分子熔体的胀大比在1.2~2.0之间,部分高弹性材料的胀大比甚至能超过3。
2、双机制解析:拉伸记忆与剪切应力的双重作用
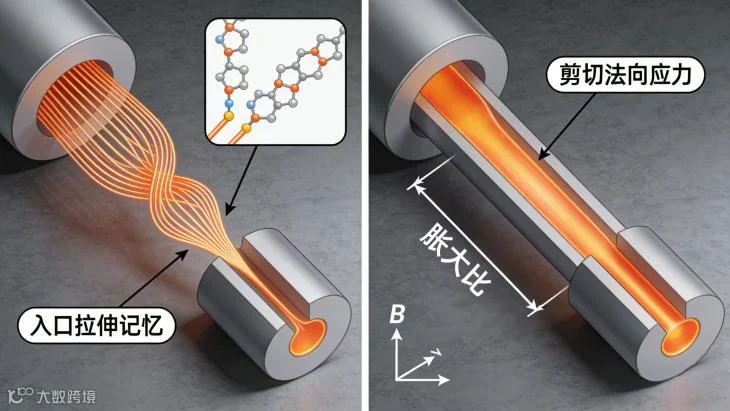
挤出物膨胀的本质,是高分子熔体在流动过程中储存的弹性形变,在离开模口、外力解除后的集中回复。目前公认的机理分为两种,分别对应不同的模孔结构:
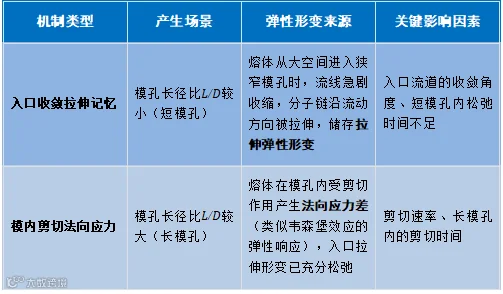
简单来说:短模孔的膨胀靠“拉伸记忆”,长模孔的膨胀靠“剪切弹性”。
3、四大关键因素,调控挤出膨胀程度
挤出物膨胀的强弱直接影响产品尺寸精度,工业生产中需通过以下参数精准调控:
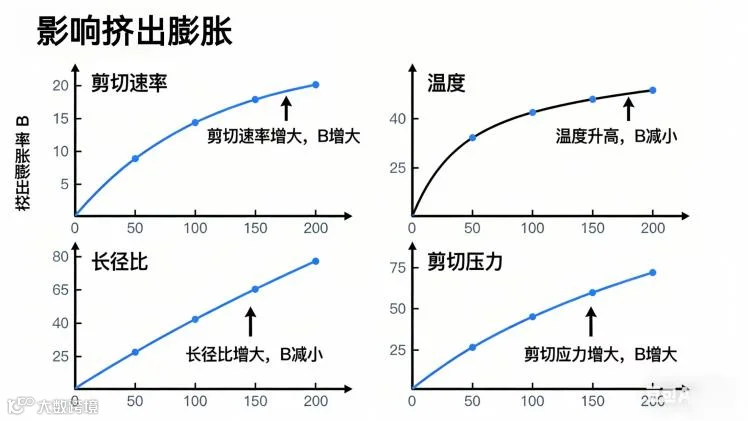
剪切速率:剪切速率越高,熔体在模口内的松弛时间越短,储存的弹性形变越多,离模后弹性回复越强,胀大比随之增大。
加工温度:温度升高会降低熔体黏度,加快分子链的松弛速率,让储存的弹性形变在模内部分释放,从而降低胀大比。因此,适当升温是减轻挤出膨胀的有效手段。
模孔长径比:长径比越大,熔体在模内停留时间越长,入口拉伸的弹性形变松弛越充分,胀大比越小。
剪切应力:剪切应力增大,熔体流速加快,分子链取向变形后来不及松弛就被挤出模口,弹性回复加剧,胀大比显著上升。
加工中的“失控危机”:
不稳定流动与熔体破裂
当剪切应力或剪切速率超过临界值时,高分子熔体的弹性形变会超出可控范围,引发不稳定流动,最终导致挤出物表面质量恶化甚至结构破坏,这就是熔体破裂。
1、典型失效现象:从“鲨鱼皮”到碎片
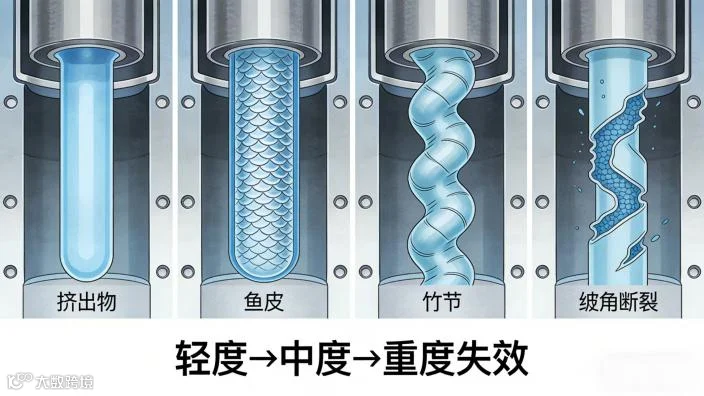
不稳定流动的表现有明显的递进关系:
轻度失效:挤出物表面失去光泽,出现细密的粗糙纹路,俗称“鲨鱼皮”缺陷;
中度失效:表面出现规则的螺旋状或竹节状起伏,产品粗细不均;
重度失效:挤出物发生扭曲、断裂,最终破碎成不规则的碎片,完全丧失使用价值。
2、临界判据:三个核心衡量指标
熔体破裂并非突然发生,而是存在明确的临界条件,工业上常用三个指标来判断:
临界剪切应力:多数聚合物熔体的临界剪切应力约为105N/m2,当加工剪切应力接近或超过该值,就容易出现熔体破裂;
弹性雷诺数(韦森堡值):这个准数将分子链的固有松弛时间与外界剪切速率关联,定量描述弹性效应的相对强弱,当超过临界值,流动稳定性下降;
临界黏度降:随着剪切速率升高,熔体黏度会下降,当黏度降至零切黏度的0.025倍时,熔体破裂大概率会发生。
工业加工启示:
如何驯服高分子的“弹性”?
理解了高分子熔体的弹性效应,就能针对性优化加工工艺,提升产品质量:
优化模具与流道设计:采用流线型入口代替直角入口,减少熔体收敛流动时的拉伸形变;合理设计模孔长径比,让弹性形变在模内充分松弛。
精准制定加工窗口:在“满足流动”和“避免破裂”之间找到平衡,控制剪切速率和剪切应力在临界值以下,同时通过调整温度,调控分子链松弛速率。
材料选择与改性:选用分子量分布较宽的原料,或添加加工助剂,促进分子链松弛;适当降低分子量,也能减轻弹性效应,改善加工流动性。
结语
从爬杆的熔体到膨胀的胶条,高分子材料的弹性效应既是加工中的“麻烦制造者”,也是其区别于低分子材料的本质特征。掌握弹性与流动的平衡规律,就能让高分子熔体“听话”地变成我们需要的产品形状——这正是高分子加工的核心魅力所在。
END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!