
“
在涂布与薄膜加工车间的质检环节,有两个“致命预警”足以让现场人员神经紧绷——除了突发的“断膜”,便是那句穿透力极强的“有黑点!”
这些毫米级甚至微米级的黑色瑕疵,小到肉眼难辨,却像精密制造中的“定时炸弹”:对高端光学膜而言,一个黑点可能让整卷产品降级报废;对锂电隔膜来说,一粒金属黑点或许埋下起火隐患。今天小玖从定义、危害、源头到解决方案,全方位拆解这个涂布界的“黑色幽灵”,帮你把隐患掐灭在源头!
”
黑点到底是什么?
行业内统称的“黑点”(Black Specs/Spots),并非单一物质,而是所有颜色深、与基材/涂层不相容的点状缺陷的集合。在金相显微镜下,我们能清晰看到它的三类“真面目”,对应不同的生成逻辑:

1、碳化点(Carbonization):最常见的“高温产物”
核心成因是有机物高温降解焦烧——比如PET、PP树脂熔体,或涂布胶液中的高分子成分,在加工过程中因受热时间过长、温度超标,先发生黄变,再逐步降解碳化,最终形成黑色“焦炭状”颗粒。这类黑点硬度高,且与基材完全不相容,是涂布行业最主要的黑点类型。
2、凝胶点(Gel/Fisheye):“伪装成黑点的晶点”
本质是未完全分散的树脂颗粒或交联固化的胶液凝块,若中心包裹了环境粉尘、金属碎屑,就会呈现黑褐色。区别于碳化点的“焦脆”,凝胶点通常有一定弹性,多源于原料未熔融完全或胶液分散失效。
3、外来异物(Contamination):“外部入侵者”
来自生产环境或原料的杂质,常见类型包括:车间灰尘、空气中的纤维(工人衣物、包装材料脱落)、昆虫尸体、设备磨损产生的金属粉末(铁、铜等)、原料运输过程中混入的杂质等。
补充特征(快速判定依据):
尺寸:多数在10~500μm之间,100μm以上的黑点肉眼可直接观察,50μm以下需借助显微镜;
形态:圆形实心点多为外来异物或凝胶点,带“尾巴”的长条状黑点,是缺陷在涂布液流动/薄膜拉伸过程中被拖拽形成,多源于涂布环节;
位置:基膜内部的黑点多来自挤出流延环节,涂层表面/夹层的黑点则大概率产生于涂布、干燥或环境接触过程。
黑点的“致命危害”:
不止影响外观,更是安全红线
在精密制造领域,黑点绝非“小瑕疵”,而是直接关联产品良率、性能甚至安全的“致命缺陷”。不同应用场景下,其危害呈现差异化,但核心都是“摧毁产品价值”:
1、光学领域:视觉杀手,直接拉低良率
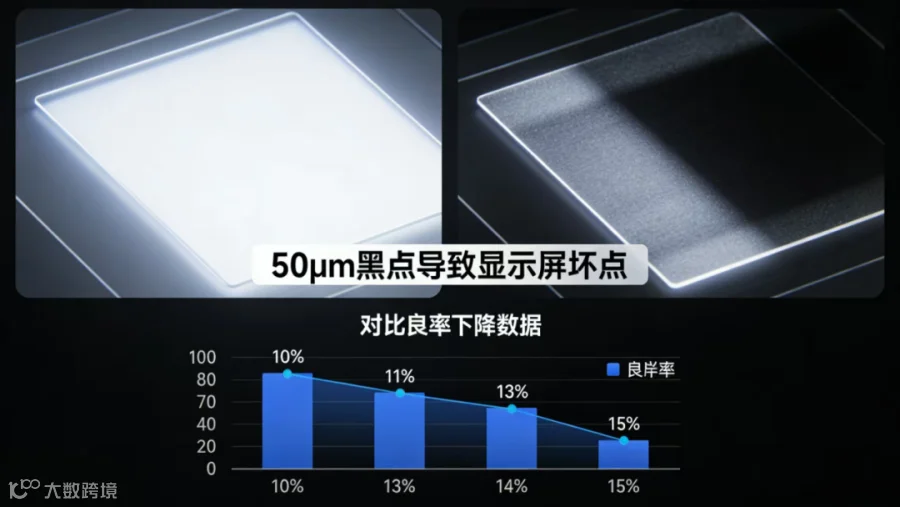
对LCD/OLED显示屏用增亮膜、扩散膜、偏光片等产品而言,黑点会阻挡光线穿透,在屏幕上形成永久性“暗点”“坏点”,严重影响显示效果。
行业标准:高端车载屏、手机屏用光学膜,对50μm以上黑点实行“零容忍”;即便是普通消费级光学膜,100μm以上黑点也不允许存在。据行业数据统计,一旦检出超标黑点,整卷膜的良率可能直接下降10%~15%,部分高端订单甚至直接判废。
2、锂电领域:安全隐患,引爆热失控
锂电池隔膜、极片涂布是黑点危害最严重的场景——若黑点为铁、铜等金属异物,会直接刺穿隔膜,导致正负极短路,进而引发电池热失控、起火爆炸。
行业标准:动力电池对磁性金属黑点的要求极为严苛,直径通常不得超过30~50μm;部分头部电池企业甚至要求20μm以下无金属杂质。
3、电子电路领域:功能失效,沦为“废品”
在MLCC(多层陶瓷电容)、柔性电路板(FPC)的涂布工艺中,碳化黑点属于导电不良杂质,会导致电路短路或开路;若为金属黑点,还可能引发信号干扰。最终结果就是电子产品功能失效,甚至引发整机故障。
黑点溯源:
全流程“案发现场”排查
黑点的产生绝非单一环节问题,而是全流程风险累积的结果。生产中需先明确:黑点是“基膜自带”还是“涂布过程新增”,再针对性排查,效率更高。
1、挤出流延环节:基膜的“先天缺陷”源头
若黑点集中在基膜内部,大概率来自挤出流延环节:
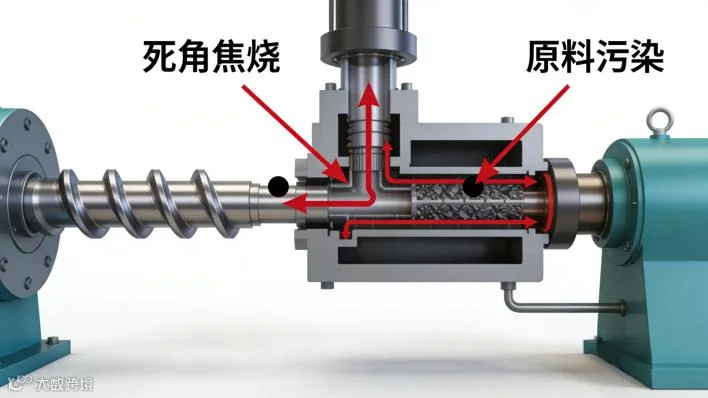
死角焦烧:挤出机螺杆、换网器、模头流道等部位存在“流动死角”——熔体在这些区域停留时间过长,逐步降解碳化,形成的碳化颗粒偶尔剥落,混入膜中形成黑点。这是基膜黑点最主要的成因;
原料污染:一是回收料(Regrind)添加比例过高,回收料中可能残留前期加工的碳化杂质;二是原料在料斗储存、输送过程中受潮,或混入环境粉尘;三是原料本身存在杂质(如树脂合成过程中的副产物)。
2、涂布液制备环节:胶水的“后天污染”重灾区
涂布液(胶水、色浆)是黑点的重要载体,常见问题包括:
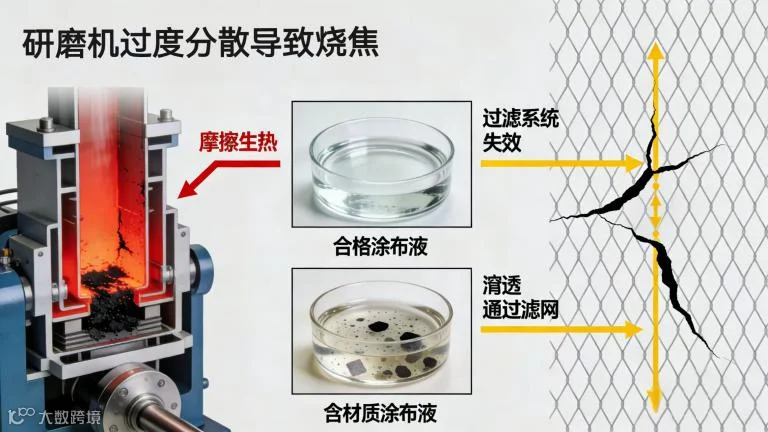
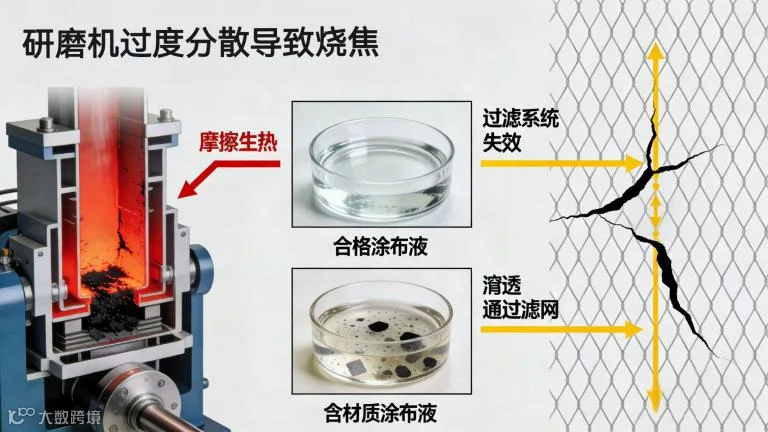
过度分散焦烧:研磨或高速搅拌涂布液时,设备与物料、物料与研磨珠之间的摩擦生热,导致局部温度过高,引发胶液高分子成分焦烧;若研磨珠磨损、破碎,其碎屑也会混入形成黑点;
过滤失效:涂布液过滤环节的过滤网破损、目数过低(拦截精度不足),或过滤后管道、储料罐清洁不彻底,导致杂质未被拦截,直接进入涂布环节。
3、涂布与干燥环节:环境与设备的“双重隐患”
这是涂布过程中黑点新增的最主要环节,核心问题来自环境和设备:
环境粉尘吸附:薄膜在涂布过程中易产生静电,尤其是在湿度较低的车间,静电会让薄膜变成“强力吸尘器”,吸附空气中的粉尘、纤维等杂质;若车间湿度太高,又可能导致粉尘结块,形成更大的黑点;
干燥箱积碳脱落:烘箱风嘴、内壁长期未清理,涂布液中的挥发分(如溶剂、增塑剂)会在高温下结焦、碳化,形成积碳层;积碳层随热风脱落,落在未干燥的湿膜表面,与涂层结合形成黑点——这是涂布车间最常见的黑点成因;
设备磨损污染:涂布辊、导向辊等设备表面磨损,产生的金属碎屑或橡胶颗粒混入膜面;设备密封件老化脱落,也可能形成异物黑点。
终极对策:
从“事后补救”到“事前预防”
解决黑点问题,核心逻辑是“全流程管控+精准打击”——既要堵住源头,也要消除过程隐患,同时借助智能设备实现早发现、早剔除。
1、源头净化:把好“入口关”,杜绝杂质进入
原料精细化管理:
树脂原料需密封储存,避免受潮、粉尘污染;投料前需经过振动筛预处理,拦截大颗粒杂质;
严格控制回收料添加比例(建议不超过20%),回收料需单独过滤、检测,确保无碳化杂质;
涂布液原料(如颜料、助剂)需选择高纯度产品,避免带入杂质。
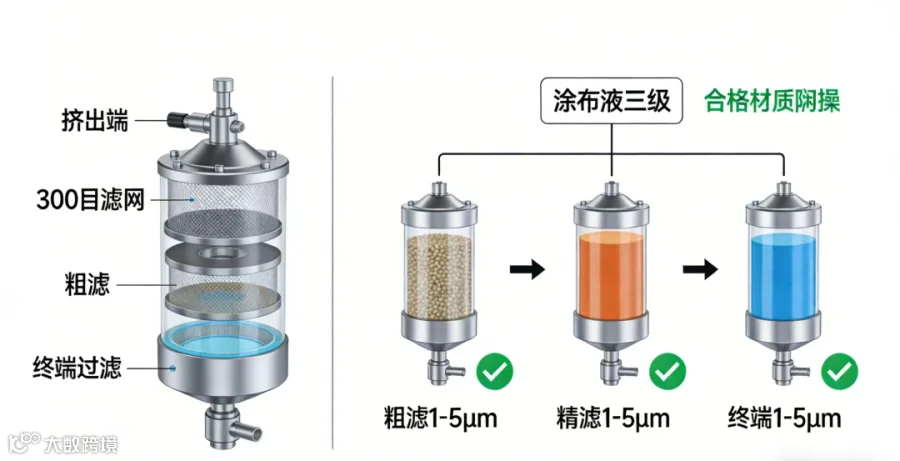
过滤系统升级:
挤出端:采用多级换网器(至少两级),最后一级选用300目以上高精度滤网,同时安装网压监测装置,滤网压差超标时自动报警、更换;
涂布液端:实行“三级过滤”——原料投入时粗滤(100目)、分散后精滤(200目)、涂布前终端过滤(300~500目囊式过滤器),终端过滤精度建议达到1~5μm,确保拦截微小杂质;
定期检查滤网完整性,避免破损漏杂。
2、设备“排毒”:消除死角,杜绝焦烧
挤出与流延设备清理:
定期用专用螺杆清洗剂(Purging Compound)清洗挤出机螺杆、料筒,避免碳化层堆积;禁止仅用原料冲洗(无法彻底清除死角积碳);
定期拆解检查换网器、模头流道,清理残留积碳;模头流道内壁需保持镜面抛光(粗糙度Ra≤0.01μm),减少熔体挂壁滞留。
涂布与干燥设备维护:
定期清理烘箱风嘴、内壁、风道,清除积碳层(建议每周至少一次);可在烘箱内安装积碳监测装置,及时发现积碳隐患;
检查涂布辊、导向辊等设备表面,若有磨损及时抛光或更换;定期更换设备密封件,避免老化脱落。
3、环境管控:打造“无尘堡垒”,减少外部污染

洁净度控制:涂布头、放卷/收卷区域需建立千级以上无尘车间(Class 1000),高端光学膜、锂电隔膜生产需达到百级(Class 100);车间入口设置风淋室,人员、物料需经过净化后方可进入;
湿度与静电控制:车间相对湿度控制在45%~65%,既避免静电产生,又防止粉尘结块;在放卷、涂布前安装高效除静电棒,实时消除薄膜静电,减少粉尘吸附;
定期清洁车间地面、墙面、设备表面,避免粉尘堆积;车间内禁止使用易产生纤维的衣物、包装材料。
4、智能监控:在线“天眼”,精准剔除不良
仅靠人工检测无法覆盖全流程,需借助智能设备实现“实时监测+精准剔除”:
安装AI视觉在线检测系统(Web Inspection System):通过高分辨率CCD相机实时扫描膜面,结合AI算法精准识别10μm以上的黑点,同时标记缺陷坐标;
联动打标与分切设备:检测到黑点后,系统自动控制打标机在缺陷位置做标记,复卷分切时精准剔除不良段,避免缺陷产品流入下游;
建立缺陷数据库:记录黑点的尺寸、形态、位置等信息,通过数据分析追溯生成环节,持续优化生产工艺。
黑点管控,
核心是“全流程闭环”
涂布膜面的黑点,就像工业生产中的“癌细胞”,早发现、早管控才能避免扩散。记住三个核心原则:
1、先判定类型:碳化点查温度与设备死角,异物点查环境与过滤,金属点查设备磨损与原料;
2、管控核心:“防大于治”,从原料、设备、环境三个源头建立防线,比事后补救更有效;
3、智能赋能:借助在线检测系统实现全流程监控,提升管控效率与精准度。
在精密涂布行业“内卷”加剧的当下,产品瑕疵率直接决定核心竞争力。只有建立严苛的洁净度管理体系和全流程管控标准,才能彻底告别黑点困扰,生产出完美无瑕的高端薄膜产品,在市场竞争中站稳脚跟!
END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!