遇到晶点问题,最忌讳“凭感觉试”—— 比如觉得是结晶就盲目提高温度,结果可能让原料降解更严重。正确的做法是按“先观察、再检测、后追溯”的流程,一步步锁定根源。
先用普通光学显微镜和偏光显微镜(POM)看“外观特征”,这是最基础也最关键的一步,能快速区分内源性还是外源性:
看“边界和颜色”:外源性晶点边界尖锐、颜色深(或反光),内源性晶点边界模糊、半透明;
看“偏光反应”:把样品放在偏光显微镜下,转动载物台,若晶点出现彩色双折射纹路(比如像水晶一样的彩色条纹),大概率是内源性(结晶或取向异常);若没变化,更可能是外源性异物(比如金属屑、灰尘)。
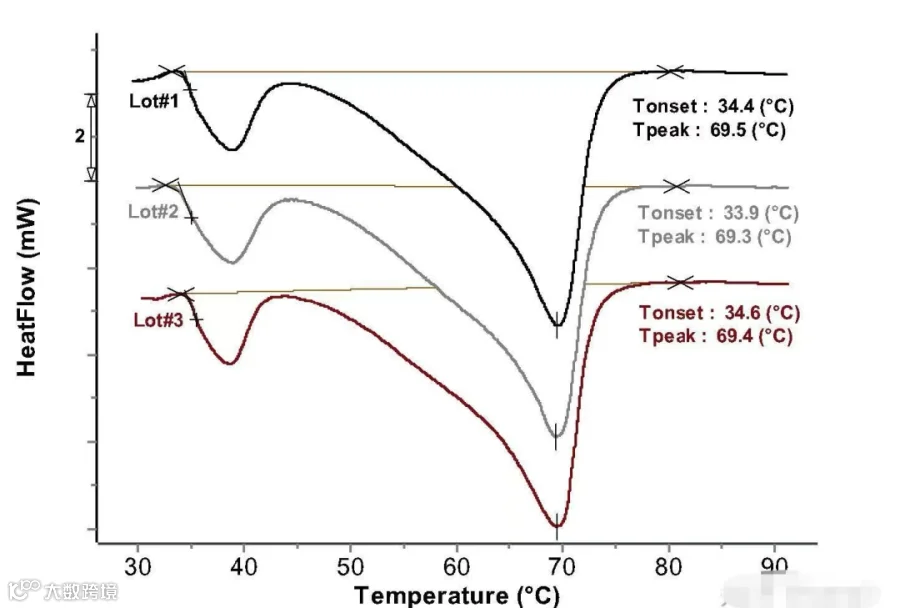
2、第二步:热分析(DSC)—— 验证“是否和结晶 / 熔融有关”
如果初步判断可能是内源性晶点(比如有双折射),取晶点区域和正常区域的样品做 DSC 分析,对比热性能差异:
若晶点区域出现“新的熔点峰”(比如正常PE熔点是130℃,晶点区域在135℃有个小峰),可能是“未熔粒”(残留的高结晶度颗粒);
若检测到“过冷结晶峰”(冷却时突然出现放热峰),说明局部配方或结构异常(比如助剂聚集导致结晶行为变了);
若热性能和正常区域没差异,那可能不是结晶问题,得往“取向异常”或“外源性异物”(比如密度和基体接近的杂质)方向查。
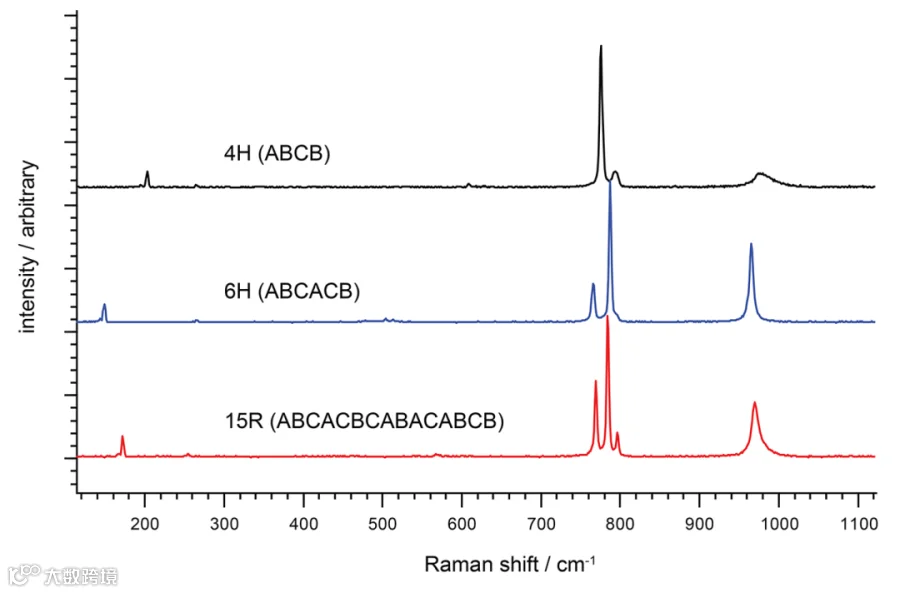
3、第三步:光谱分析(红外 / 拉曼)—— 查“化学结构是否一致”
用 FTIR(红外光谱)或拉曼光谱,对比晶点和基体的化学结构:
若谱图完全一致(官能团峰位置、强度都一样),说明是内源性问题(结晶、交联、取向异常,成分没变);
若出现“新特征峰”:比如检测到“Si-O-Si”峰(可能是SiO填料团聚)、“Fe-O” 峰(金属氧化碎屑)、“C=O”峰(原料降解产生的羧基),直接指向外源性污染(填料、金属屑)或材料老化。
4、第四步:SEM-EDS(扫描电镜 + 能谱)—— 锁定“无机异物”
如果怀疑是外源性晶点(比如有深色颗粒),用扫描电镜(SEM)看高倍形貌,再用 EDS 测元素组成,直接 “揪出异物成分”:
测到 Ca、Ti、Si 元素:大概率是 CaCO₃、TiO₂、SiO₂填料分散不良;
测到 Fe、Cr、Ni 元素:基本是螺杆、料筒的磨损碎屑(比如不锈钢设备磨损);
测到 C 元素为主但有少量 O:可能是焦化碳粒(积料烧焦)。
5、第五步:三维形貌测量 —— 看“是否影响表面 / 厚度”
对光学膜、手机膜等对表面要求高的产品,用激光共聚焦显微镜或 AFM(原子力显微镜)测晶点区域的形貌:
若局部厚度异常(比如晶点处比周围厚2μm):可能是未熔粒、填料团聚(有体积导致凸起);
若表面粗糙度突变:可能是异物附着后被薄膜包裹,或局部取向异常导致的微观凹凸。
有了检测结果,再回头查生产记录,把“检测线索”和“工艺参数”对应起来,就能精准定位问题环节:
若查到是“未熔粒”:重点看挤出温度(是不是太低)、螺杆剪切(是不是剪切不足,原料没熔透);
若查到是“金属碎屑”:查设备最近是否检修(可能没清理干净)、螺杆磨损情况(看是否有异常异响);
若查到是“碳粒”:查螺杆 / 料筒是否有死角(积料易烧焦)、熔体停留时间(是不是转速太慢,料在机筒里待太久);
若查到是“填料团聚”:查混料工艺(是不是没加分散剂,或搅拌转速不够)。
小技巧:很多时候晶点是“组合原因”—— 比如“过滤器精度下降 + 原料批次波动”,过滤器拦不住杂质,原料里的小颗粒就直接成了晶点;再比如“挤出温度偏高 + 配方含剪切敏感助剂”,高温加剪切让助剂降解成了凝胶粒。结合检测结果和工艺变化(比如换了原料批次、调了温度),更容易找到根源。





 玖信新材料
玖信新材料