
双螺杆挤出是聚合物加工领域的核心工艺,其运行稳定性与最终产品质量,高度依赖于全流程的精准工艺调控,而温度控制无疑是贯穿始终的核心枢纽。
由于设备型号差异、螺杆组合的复杂性,以及不同物料(尤其PET材料)的独特理化特性,最优工艺参数往往需要通过长期实验验证与工程经验积累获得。今天小玖将聚焦PET双螺杆挤出工艺,针对温度相关的关键控制要素展开详细解析,并延伸说明与之耦合的核心工艺参数,为行业从业者提供实操性参考。

核心要素:
PET挤出工艺的温度精准调控
PET(聚对苯二甲酸乙二醇酯)简称聚酯, 是一种由碳、氢、氧等元素组成的不饱和热塑性聚酯材料,分子式为(C10H8O4)n。 一般为无色透明(无定形)或者乳白色固体(结晶型),其熔点约为255~260℃,玻璃化转变温度约70~80℃,熔融态黏度对温度变化敏感,这一特性决定了其挤出温度控制需更严苛的精度。以下从关键温度控制点逐一拆解:
1、挤出工艺全域温度:以PET熔融特性为核心基准
PET挤出工艺温度的设计,首要遵循“以物料最高熔点为核心基准”的原则。PET材料的熔点为255~260℃,因此挤出机各区工艺温度需围绕这一区间设计,通常主体加热区温度设定在260~280℃。需注意的是,加热方式的差异会直接影响温度参数:传统电阻加热的热效率较低,为保证PET充分熔融,设定温度需偏高;而电磁感应加热热效率高、升温速度快,同等熔融效果下,设定温度可降低5~15℃,同时能减少能源消耗。
其次,工艺温度需适配设备规格与生产负荷。对于PET挤出而言,产量提升意味着需要更多热量来满足物料软化熔融需求,因此需同步提高全域温度——例如,小型实验室挤出机(螺杆直径20mm)产量5kg/h时,主体温度设定265℃即可;而工业级挤出机(螺杆直径65mm)产量150kg/h时,主体温度需提升至275~280℃。
此外,温度的分段设计需匹配PET的输送与剪切需求:温度升高会降低PET熔体黏度,减小剪切力,利于物料输送但可能影响分散效果;温度降低则会提高熔体黏度,增大剪切力,提升分散质量但可能增加输送阻力。实际调整中,还需结合PET的特性黏度(IV值)——高IV值PET黏度更高,需适当提高温度以保证流动性;低IV值PET则可适当降低温度,避免过度降解。
2、进料口温度:严控低温,避免PET粘杆与喂料停滞
PET进料口温度控制的核心目标是“防粘杆、保喂料”。由于PET常温下为固态颗粒,若进料口温度过高,颗粒表面易提前软化熔融,粘连在螺杆表面,导致喂料不畅甚至停滞;若温度过低,则会延长PET在后续区域的熔融时间,影响生产效率。
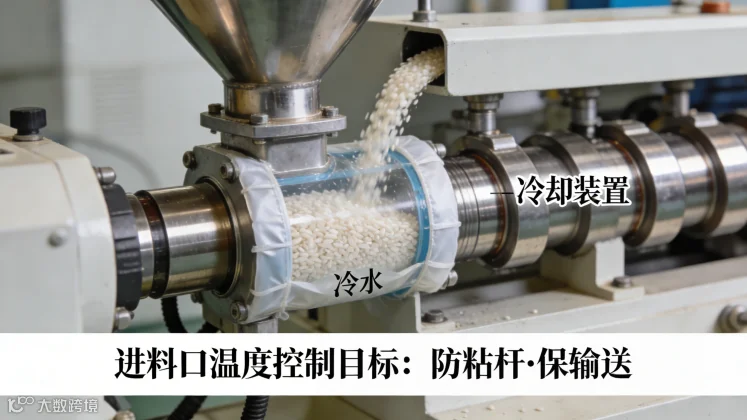
实操要点:在不粘杆的前提下,进料口温度应尽可能接近PET的玻璃化转变温度(70~80℃),既能避免颗粒粘连,又能让物料进入后续加热区后快速熔融,提升剪切分散效率。若PET配方中添加了低熔点助剂(如增韧剂、润滑剂,熔点可能低于100℃),因助剂占比通常较低(5%以下),即使提前熔融也不会影响整体物料输送,对进料口温度设定影响较小。
特别注意:若PET配方中含有较多低分子添加剂(如增塑剂),这类物质对温度极为敏感,即使进料口未直接加热,后续加热区的热量传导也可能导致其提前熔融,引发进料口物料粘连。因此,开机前需将进料区温度设定在50℃以下,必要时开启进料口冷却装置(如冷却水套)维持低温;建议采用“先常规设温开机,稳定后再微调降温”的操作逻辑,避免开机即出现螺杆打滑、无法进料的异常情况。
3、排气孔温度:平衡排气与防冒料,适配PET熔体特性
PET挤出过程中会产生少量挥发分(如残留水分、低分子助剂挥发物),需通过排气孔排出,以保证产品纯度。排气孔温度控制的核心是“平衡排气效率与防冒料”——理论上,需适当降低排气孔区域温度,同时调整其前区(进料侧)和后区(机头侧)温度,形成“前区温度略高、后区温度适中”的梯度,让PET熔体更易向前输送,减少向上从排气孔溢出的风险。
实操判断:若PET熔体流动稳定、分散均匀且熔体压力低于1MPa(常规PET挤出合理压力范围),无需对排气孔温度做特殊调整,维持主体温度区间即可。但需注意,若PET干燥不充分(水分含量超过50ppm),挤出过程中水分汽化会导致熔体压力波动,此时需适当降低排气孔温度(比主体温度低10~15℃),避免熔体随蒸汽一同溢出。
4、混炼段温度:匹配剪切需求,提升PET分散质量
混炼段是PET色母粒、改性料生产的关键区域,核心作用是对颜料、填料等组分进行剪切分散,而剪切力大小与温度直接相关——温度过高会降低PET熔体黏度,导致剪切力不足,分散效果变差;温度适当降低则会提高熔体黏度,增强剪切分散能力,但温度过低会导致熔体流动性不足,增加设备负荷。
控制要点:通常比主体加热区温度低5~10℃,通过“中低温+合理剪切”的组合,实现组分均匀分散。实操中,可通过监控主机电流判断温度是否适配:若电流过高,说明熔体黏度太大,需适当提高混炼段温度;若电流过低且分散效果差,则需降低温度,增强剪切力。

5、机头温度:适配切粒工艺,保障PET成型质量
机头是PET熔体输出料筒、进入切粒环节的最后关口,温度控制需适配切粒工艺(磨面水环切粒、水下拉条切粒等),核心目标是“保证熔体成型稳定,避免出现断条、粘粒”。
通用原则:机头温度需比主体加热区适当降低5~10℃(255~270℃),可通过测试出条温度,精准调整机头温度与料筒内熔体温度的差值——若采用水下拉条切粒,温度过高易导致拉条粘连,温度过低则会出现拉条断裂;若采用磨面水环切粒,温度需稳定在260~270℃,保证熔体均匀流出,避免切粒大小不均。
特殊场景:若设备配备不停机换网装置,机头温度调整需兼顾熔体黏度与流动速率——换网过程中,需适当提高机头温度(5~10℃),降低熔体黏度,减少换网阻力;换网完成后,再回调至正常温度,避免影响产品质量。
延伸要素:
与温度耦合的关键工艺参数控制
PET双螺杆挤出的稳定运行,并非仅靠温度控制,喂料转速、主机转速、熔体压力等参数与温度紧密耦合,共同决定产品质量。
1、喂料转速:间接调控温度,平衡产量与质量
喂料转速直接决定产量,同时通过改变物料在螺杆内的停留时间,间接影响温度效应:提高喂料转速,单位时间内进入螺杆的PET物料增多,需更多热量熔融,相当于“间接降低了工艺温度”,可能导致熔融不充分;降低喂料转速,物料停留时间延长,吸收热量更充分,相当于“间接提高了工艺温度”,但产量会下降。
实操建议:调整喂料转速需以“稳定熔融、保证分散质量”为前提。例如,生产PET色母粒时,若喂料转速过快导致分散不均,可适当提高主体温度,或降低喂料转速,确保颜料充分分散。
2、主机转速:调控剪切力,与温度协同优化
主机转速即螺杆转速,核心作用是调控剪切力,需与温度协同匹配PET的加工需求:高转速对应高剪切力,适合需要充分分散的PET改性料(如加玻纤增强PET),此时需适当提高温度,避免剪切力过大导致熔体降解;低转速对应低剪切力,适合对剪切敏感的PET材料(如高IV值PET),此时可适当降低温度,保证熔融均匀。
注意事项:每台设备都有最高转速极限,实操中需留有余量(通常不超过额定转速的80%),避免转速过高导致设备负荷过大、熔体温度骤升,引发PET降解(产生乙醛,影响产品性能)。
3、熔体压力:综合反馈指标,指导温度调整
PET挤出过程中,熔体压力通常控制在0.3~1MPa,它是过滤网规格、颜料分散效果、熔体温度与黏度的综合反映:过滤网孔径越小、颜料分散越差、熔体黏度越高,压力越高;反之则压力越低。
实操价值:熔体压力可作为温度调整的参考依据——若压力过高,可能是温度过低导致熔体黏度大,可适当提高主体或机头温度;若压力过低且分散效果差,则可能是温度过高导致熔体黏度不足,需适当降温。需注意,压力异常时不可盲目调整温度,需结合过滤网堵塞情况、喂料稳定性等综合判断。
4、过滤网的设置与更换:影响压力与剪切,适配温度需求
过滤网的核心作用是过滤杂质、回流熔体以增加剪切力,其规格需根据PET产品质量要求配置:生产高纯度PET制品(如食品包装用PET粒料),需选用高精度过滤网(如200目以上);生产普通改性PET,可选用100~150目过滤网。
更换周期:当熔体压力超过设定上限(如1MPa)时,需及时更换过滤网,避免压力过高导致熔体温度骤升、PET降解;更换前后,可适当调整机头温度,降低换网阻力,保证换网后生产稳定。
5、环保控制要点:配套处理,保障生产安全
PET挤出过程中的环保重点的有三方面:一是进料口的PET粉尘,需配备集尘装置收集,避免粉尘飞扬;二是排气孔和机头排出的挥发分(如残留水分、低分子助剂),需通过冷凝回收或活性炭吸附装置处理,避免污染空气;三是切粒冷却水,需经过过滤、冷却后循环使用,避免水资源浪费与污染。

PET挤出温度控制的核心逻辑
温度是PET双螺杆挤出工艺的核心变量,贯穿物料熔融、输送、分散、排气、成型全流程,其控制需牢牢围绕PET的理化特性(熔点、黏度、热稳定性),结合设备规格、生产负荷、切粒工艺等实际需求,进行分段精准调控。同时,需充分考虑温度与喂料转速、主机转速、熔体压力等参数的耦合关系,通过全局优化实现稳定生产与优质产品。
END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!