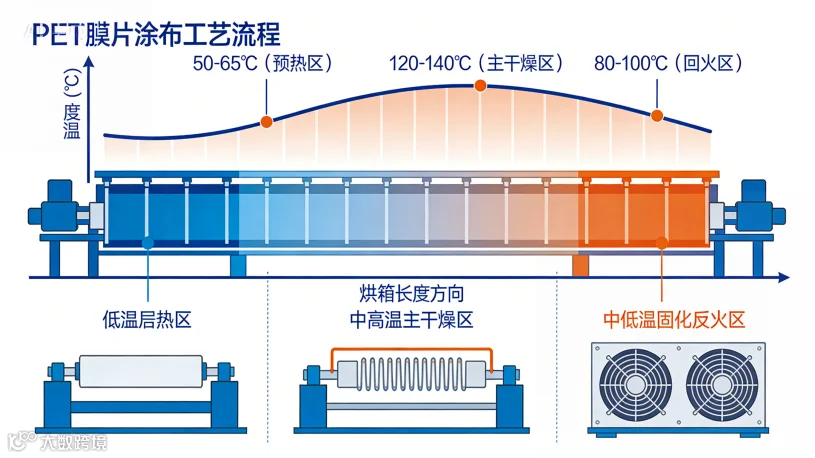
工业级涂布机烘箱通常分为3-8个独立控温区段,不同区段的温度设置遵循“低温预热→中高温主干燥→中低温固化回火”的核心梯度原则。这一原则并非凭空设定,而是基于热力学、流体力学与高分子材料科学的综合考量,每个区段的设置逻辑与实操要点如下:
设置标准:温度通常设定在体系内主要溶剂沸点以下10-20℃。以涂布行业常用的乙酸乙酯(沸点77℃)为例,此区段温度建议控制在50-65℃;若使用甲苯(沸点110.6℃)等更高沸点溶剂,预热温度可适当提升至70-85℃。
核心目的:让湿膜整体均匀升温,逐步激活溶剂的挥发能力,避免表层溶剂“瞬间暴沸”。这一阶段就像“温水煮茶”,需要缓慢渗透——若起始温度过高,表层溶剂会快速挥发并形成致密膜层,将内部溶剂牢牢封闭;后续温度升高时,内部溶剂气化膨胀,就会在涂层表面形成“爆孔”,这种缺陷一旦产生,几乎无法修复。
实操提醒:预热区温度需与进膜速度匹配,若机速较快,可适当提高预热温度,但必须保证升温速率平稳,避免局部过热。
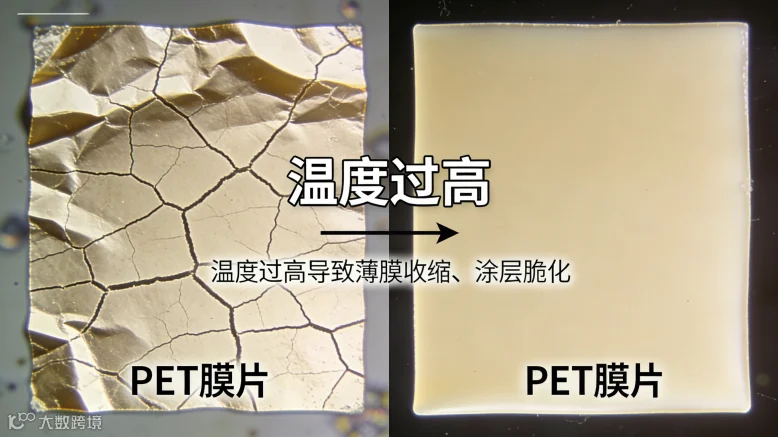
设置标准:温度逐步升高至工艺允许的最高点。对于常规PET薄膜,主干燥区最高温度建议控制在120-140℃;若基材经过耐热改性,可根据实际测试结果微调至140-150℃,但需严格监控薄膜的收缩率。
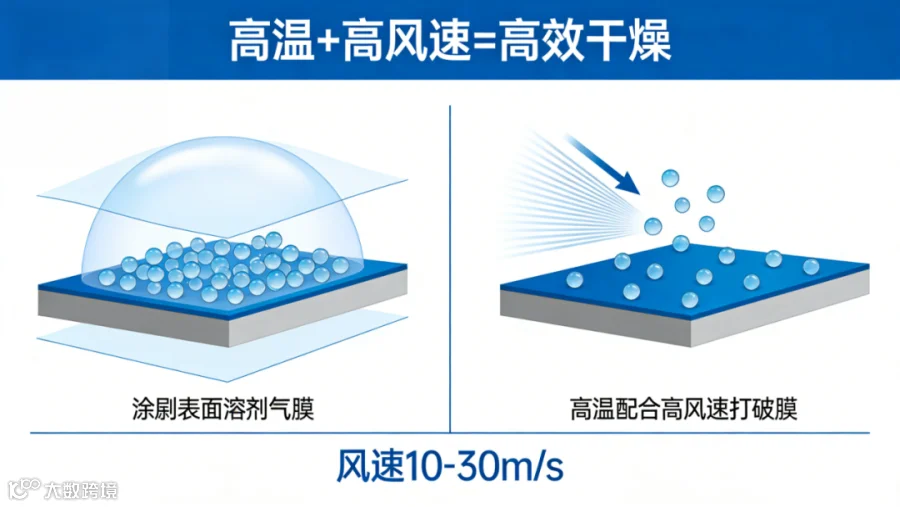
核心目的:完成90%以上溶剂的脱除,并推动树脂发生交联反应,构建起稳定的涂层骨架。经过预热区后,湿膜表层已形成疏松的多孔结构,此时升高温度,既能降低剩余溶剂的粘度、提升其在涂层内部的扩散速率,又能为溶剂挥发提供充足的动能,确保内部溶剂快速扩散至表层并被排出。同时,高温环境能激活树脂分子的活性,促使其发生交联反应——这是涂层获得耐磨、耐刮、耐溶剂等核心性能的关键阶段。
实操提醒:主干燥区的升温速率需循序渐进,建议每区段温度提升不超过20℃,避免因温度骤升导致涂层内部应力集中。
设置标准:温度从主干燥区的峰值适度回落,通常比峰值低20-40℃,最终温度建议控制在80-100℃。例如,若主干燥区最高温度为130℃,回火区温度可设置为90-110℃。
核心目的:这一阶段是涂层性能“精益求精”的关键,主要实现三个目标:① 脱除残留的少量高沸点溶剂或水分——这类残留物质是涂层后期发粘、黄变的主要诱因;② 让涂层在温和环境下完成最后的交联或结晶,使涂层结构更稳定,性能更均一;③ 为受热的PET薄膜提供平缓的冷却过渡,释放其内部的热应力,避免薄膜出烘箱后因温差过大而发生卷曲、收缩变形,同时进一步提升涂层与基材的附着力。
实操提醒:回火区温度不宜过低,否则残留溶剂难以彻底脱除;也不宜过高,否则无法达到释放应力的目的,建议结合成品的附着力测试与收缩率测试,反复验证最优温度。

 玖信新材料
玖信新材料